CHEMISTRY THE CENTRAL SCIENCE
18 CHEMISTRY OF THE ENVIRONMENT
18.5 GREEN CHEMISTRY
The planet on which we live is, to a large extent, a closed system, one that exchanges energy but not matter with its environment. If humankind is to thrive in the future, all the processes we carry out should be in balance with Earth's natural processes and physical resources. This goal requires that no toxic materials be released to the environment, that our needs be met with renewable resources, and that we consume the least possible amount of energy. Although the chemical industry is but a small part of human activity, chemical processes are involved in nearly all aspects of modern life. Chemistry is therefore at the heart of efforts to accomplish these goals.
Green chemistry is an initiative that promotes the design and application of chemical products and processes that are compatible with human health and that preserve the environment. The founders of the initiative have developed a set of 12 principles to guide work in this area:
1. Prevention It is better to prevent waste than to clean it up after it has been created.
2. Atom Economy Methods to make chemical compounds should be designed to maximize the incorporation of all starting atoms into the final product.
3. Less Hazardous Chemical Syntheses Wherever practical, synthetic methods should be designed to use and generate substances that possess little or no toxicity to human health and the environment.
4. Design of Safer Chemicals Chemical products should be designed to minimze toxicity and yet maintain their desired function.
5. Safer Solvents and Auxiliaries The use of auxiliary substances (e.g., solvents, separation agents, etc.) should be eliminated wherever possible and, if used, should be as nontoxic as possible.
6. Design for Energy Efficiency Energy requirements of chemical processes should be recognized for their environmental and economic impacts and should be minimized. If possible, chemical reactions should be conducted at room temperature and pressure.
7. Use of Renewable Feedstocks A raw material or feedstock should be renewable whenever technically and economically practical.
8. Reduction of Derivatives Unnecessary derivatization (intermediate compound formation, temporary modification of physical/chemical processes) should be minimized or avoided if possible, because such steps require additional reagents and can generate waste.
9. Catalysis Catalytic reagents (as selective as possible) improve product yields within a given time and with a lower energy cost compared to noncatalytic processes and are, therefore, preferred to noncatalytic alternatives.
10. Design for Degradation Chemical products should be designed so that at the end of their function they break down into innocuous degradation products and do not persist in the environment.
11. Real-Time Analysis for Pollution Prevention Analytical methods need to be developed that allow for real-time, in-process monitoring and control prior to the formation of hazardous substances.
12. Inherently Safer Chemistry for Accident Prevention Reagents and solvents used in a chemical process should be chosen to minimize the potential for chemical accidents, including releases, explosions, and fires.*
![]() GIVE IT SOME THOUGHT
GIVE IT SOME THOUGHT
Explain how a chemical reaction that uses a catalyst is “greener” than the same reaction run without a catalyst.
To illustrate how green chemistry works, consider the manufacture of styrene, an important building block for many polymers, including the expanded polystyrene packages used to pack eggs and restaurant takeout food. The global demand for styrene is more than 25 million metric tons per year. For many years, styrene has been produced in a two-step process: Benzene and ethylene react to form ethyl benzene, followed by the ethyl benzene being mixed with high-temperature steam and passed over an iron oxide catalyst to form styrene:

This process has several shortcomings. One is that both benzene, which is formed from crude oil, and ethylene, formed from natural gas, are high-priced starting materials for a product that should be a low-priced commodity, and another is that benzene is a known carcinogen. In a recently-developed process that bypasses some of these shortcomings, the two-step process is replaced by a one-step process in which toluene is reacted with methanol at 425 °C over a special catalyst:
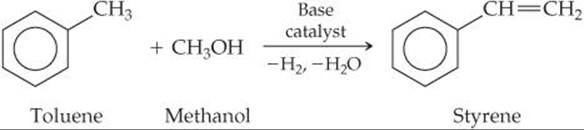
The one-step process saves money both because toluene and methanol are less expensive than benzene and ethylene, and because the reaction requires less energy input. Additional benefits are that the methanol could be produced from biomass and that benzene is replaced by less-toxic toluene. The hydrogen formed in the reaction can be recycled as a source of energy. (This example demonstrates how finding the right catalyst is often key in discovering a new process.)
Let's consider some other examples in which green chemistry can operate to improve environmental quality.
Supercritical Solvents
A major area of concern in chemical processes is the use of volatile organic compounds as solvents. Generally, the solvent in which a reaction is run is not consumed in the reaction, and there are unavoidable releases of solvent into the atmosphere even in the most carefully controlled processes. Further, the solvent may be toxic or may decompose to some extent during the reaction, thus creating waste products.
The use of supercritical fluids represents a way to replace conventional solvents. Recall that a supercritical fluid is an unusual state of matter that has properties of both a gas and a liquid.![]() (Section 11.4) Water and carbon dioxide are the two most popular choices as supercritical fluid solvents. One recently developed industrial process, for example, replaces chlorofluorocarbon solvents with liquid or supercritical CO2 in the production of polytetra-fluoroethylene ([CF2CF2]n, sold as Teflon®). Though CO2 is a greenhouse gas, no new CO2 need be manufactured for use as a supercritical fluid solvent.
(Section 11.4) Water and carbon dioxide are the two most popular choices as supercritical fluid solvents. One recently developed industrial process, for example, replaces chlorofluorocarbon solvents with liquid or supercritical CO2 in the production of polytetra-fluoroethylene ([CF2CF2]n, sold as Teflon®). Though CO2 is a greenhouse gas, no new CO2 need be manufactured for use as a supercritical fluid solvent.
As a further example, para-xylene is oxidized to form terephthalic acid, which is used to make polyethylene terephthalate (PET) plastic and polyester fiber ![]() (Section 12.8, Table 12.5):
(Section 12.8, Table 12.5):

This commercial process requires pressurization and a relatively high temperature. Oxygen is the oxidizing agent, and acetic acid (CH3COOH) is the solvent. An alternative route employs supercritical water as the solvent and hydrogen peroxide as the oxidant. This alternative process has several potential advantages, most particularly the elimination of acetic acid as solvent.
![]() GIVE IT SOME THOUGHT
GIVE IT SOME THOUGHT
We noted earlier that increasing carbon dioxide levels contribute to global climate change, which seems like a bad thing, but now we are saying that using carbon dioxide in industrial processes is a good thing for the environment. Explain this seeming contradiction.
Greener Reagents and Processes
Let us examine two more examples of green chemistry in action.
Hydroquinone, HO–C6H4–OH, is a common intermediate used to make polymers. The standard industrial route to hydroquinone, used until recently, yields many by-products that are treated as waste:
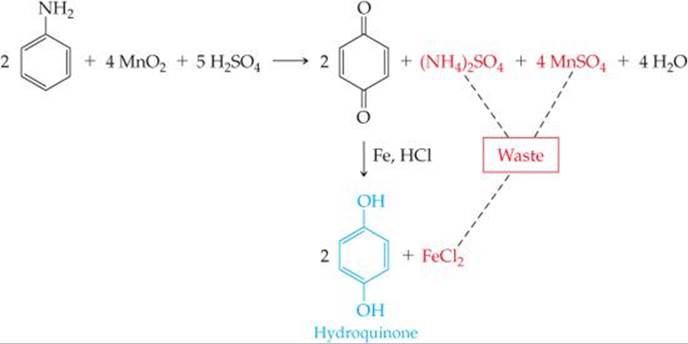
Using the principles of green chemistry, researchers have improved this process. The new process for hydroquinone production uses a new starting material. Two of the byproducts of the new reaction (shown in green) can be isolated and used to make the new starting material.
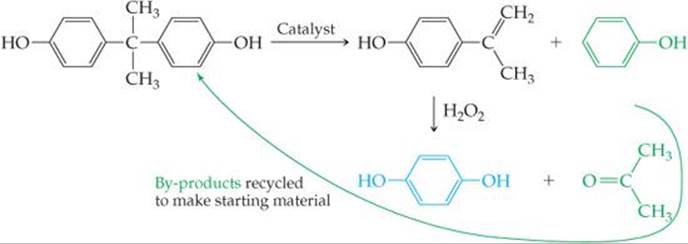
The new process is an example of “atom economy,” a phrase that means that a high percentage of the atoms from the starting materials end up in the product.
![]() GIVE IT SOME THOUGHT
GIVE IT SOME THOUGHT
What other reaction conditions could you change to make hydroquinone production even greener?
Another example of atom economy is a reaction in which, at room temperature and in the presence of a copper(I) catalyst, an organic azide and an alkyne form one product molecule:
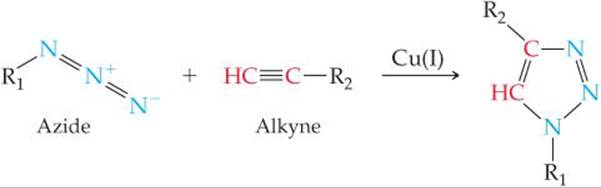
This reaction is informally called a click reaction. The yield—actual, not just theoretical— is close to 100%, and there are no by-products. Depending on the type of azide and type of alkyne we start with, this very efficient click reaction can be used to create any number of valuable product molecules.
![]() GIVE IT SOME THOUGHT
GIVE IT SOME THOUGHT
What are the hybridizations of the two alkyne C atoms before and after the click reaction?
SAMPLE INTEGRATIVE EXERCISE Putting Concepts Together
(a) Acid rain is no threat to lakes in areas where the rock is limestone (calcium carbonate), which can neutralize the acid. Where the rock is granite, however, no neutralization occurs. How does limestone neutralize acid? (b) Acidic water can be treated with basic substances to increase the pH, although such a procedure is usually only a temporary cure. Calculate the minimum mass of lime, CaO, needed to adjust the pH of a small lake (V = 4 × 109 L) from 5.0 to 6.5. Why might more lime be needed?
SOLUTION
Analyze We need to remember what a neutralization reaction is and calculate the amount of a substance needed to effect a certain change in pH.
Plan For (a), we need to think about how acid can react with calcium carbonate, a reaction that evidently does not happen with acid and granite. For (b), we need to think about what reaction between an acid and CaO is possible and do stoichiometric calculations. From the proposed change in pH, we can calculate the change in proton concentration needed and then figure out how much CaO is needed.
Solve
(a) The carbonate ion, which is the anion of a weak acid, is basic ![]() (Sections 16.2 and 16.7) and so reacts with H+(aq). If the concentration of H+(aq) is low, the major product is the bicarbonate ion, HCO3–. If the concentration of H+(aq) is high, H2CO3 forms and decomposes to CO2 and H2O.
(Sections 16.2 and 16.7) and so reacts with H+(aq). If the concentration of H+(aq) is low, the major product is the bicarbonate ion, HCO3–. If the concentration of H+(aq) is high, H2CO3 forms and decomposes to CO2 and H2O. ![]() (Section 4.3)
(Section 4.3)
(b) The initial and final concentrations of H+(aq) in the lake are obtained from their pH values:
![]()
Using the lake volume, we can calculate the number of moles of H+(aq) at both pH values:
![]()
Hence, the change in the amount of H+(aq) is 4 × 104 mol – 1 × 103 mol ≈ 4 × 104 mol.
Let's assume that all the acid in the lake is completely ionized, so that only the free H+(aq) contributing to the pH needs to be neutralized. We need to neutralize at least that much acid, although there may be a great deal more than that amount in the lake.
The oxide ion of CaO is very basic. ![]() (Section 16.5) In the neutralization reaction, 1 mol of O2– reacts with 2 mol of H+ to form H2O. Thus, 4 × 104 mol of H+ requires
(Section 16.5) In the neutralization reaction, 1 mol of O2– reacts with 2 mol of H+ to form H2O. Thus, 4 × 104 mol of H+ requires

This is slightly more than a ton of CaO. That would not be very costly because CaO is inexpensive, selling for less than $100 per ton when purchased in large quantities. This amount of CaO is the minimum amount needed, however, because there are likely to be weak acids in the water that must also be neutralized.
This liming procedure has been used to bring the pH of some small lakes into the range necessary for fish to live. The lake in our example would be about a half mile long and a half mile wide and have an average depth of 20 ft.