Microreactors in Organic Chemistry and Catalysis, Second Edition (2013)
2. Fabrication of Microreactors Made from Metals and Ceramic
2.7. Ceramic Devices
Microstructure devices made from ceramic and glass can be used for processes with reaction parameters that are achievable neither with metals nor with polymers. High temperatures (>1000 °C), no catalytic blind activity, and some easy ways of integrating catalytic active materials make ceramic a very interesting material. Glass is chemically resistant against almost all chemicals and provides good resistivity at elevated temperatures. In addition, optical transparency of glass leads to some very interesting possibilities, such as photochemistry or a closer look at several fluid dynamics and process parameters with online analytical methods using optical fibers. Nevertheless, microfabrication of components made from glass and ceramics is limited to some known technologies and, thus, is not very cost efficient.
The conventional way to obtain ceramic microstructures is to prepare a feedstock or a slurry, fluid or plastic molding, injection molding or casting (CIM, HPIM, tape casting), demolding, debinding, and sintering. Most ceramic materials will shrink during the sintering process; thus, a certain tolerance to the dimensions has to be added. Solid freeform techniques such as printing, fused deposition, or stereolithography are also possible with ceramic slurry. There are some ceramic materials that can be machined mechanically. Details of these manufacturing processes can be found in Refs [6, 29–40].
In the past few years, SLM was also applied to ceramic and it proved to be successful. It is a new technology available now for ceramic materials. The principle of this technique has been described earlier. First preliminary experiments show promising results [21].
Independently of the manufacturing process, the grain size of the ceramic powder used to generate the precursor or the slurry needs to be small enough to reproduce precisely all details of the desired microstructure. Even after sintering, which is normally accompanied by a coarsening of the grain size, the grains should be at least one order of magnitude smaller than the smallest dimension of the device. Additives also play an important role in the manufacturing process. Removing additives in a wrong way may lead to distortions and cracks, or even to debinding of microscopic parts of the desired microstructure device. Densification of the material is achieved by sintering, for alumina, for example, at a temperature of about 1600 °C, while zirconia needs a temperature of around 1500 °C only.
The most critical point is the correct microstructure design; due to the specific properties of ceramic, it is not suitable to simply transfer the design of metallic or polymer devices to ceramic. Special needs for sealing, assembling, and joining as well as for interconnections to metal devices have to be considered. Moreover, guidelines for the micrometer design are still missing, and experience obtained with macroscopic devices cannot be transferred directly down to microscale [6]. The interconnection between conventional process engineering equipment and ceramic devices is also critical, because the thermal expansion of those materials is different. This may lead to thermal stress, weakening of the connections, or lead to ruptures.
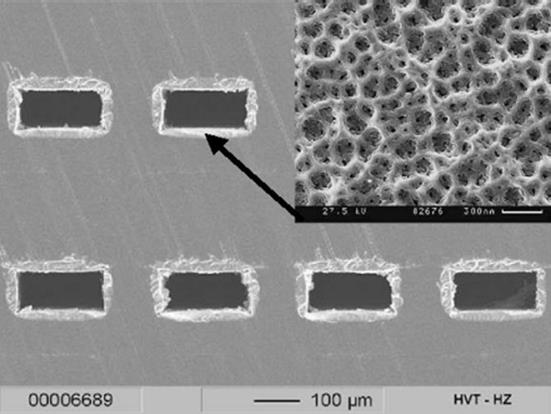
Another possibility of ceramic material application is the use of coatings and foams inside, for example, metallic microstructure devices. Here, well-known technologies such as CVD processes, sputtering, electrophoretic deposition, sol–gel methods in combination with spin coating, dip coating, or wash coating methods, or the use of anodic oxidation for aluminum-based devices will lead to either dense, protective ceramic coatings or porous layers used as catalyst support. In Figure 2.15, an example of a sol–gel layer is given. Here, the dark sol–gel layer surrounds the rectangular microchannels completely. Figure 2.16 shows a porous layer obtained by anodic oxidation. The overview photo shows how the ceramic layer surrounds the microchannel, while the detailed picture shows the porous system within the ceramic layer. With anodic oxidation, the size and number of pores can be controlled by the choice of the electrolyte and the applied voltage and current density.
Figure 2.15 Sol–gel generated catalyst support layer inside rectangular stainless steel microchannels. The support layer (dark line in photo) surrounds the microchannels completely, providing a porous system to be wet impregnated. The detailed picture shows how the support layer looks like in high magnification.
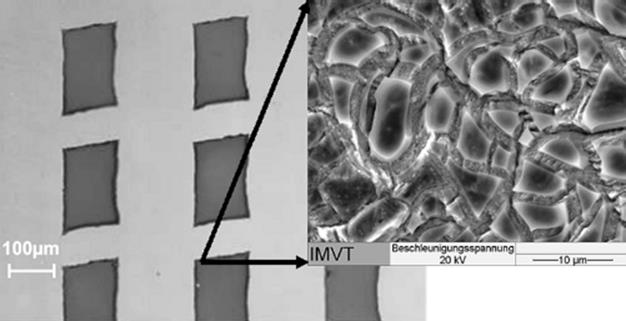
Figure 2.16 Porous alumina layer generated by anodic oxidation. With an Al alloy, a porous system can be generated inside the microchannels by anodic oxidation. The detailed photo shows some pores.
Ceramic foams can be inserted into microstructure devices made from metals and polymers to enhance the surface area, act as catalyst supports, or even work as heaters. Details of these processes can be found in Refs [29–42].