Microreactors in Organic Chemistry and Catalysis, Second Edition (2013)
2. Fabrication of Microreactors Made from Metals and Ceramic
2.3. Machining
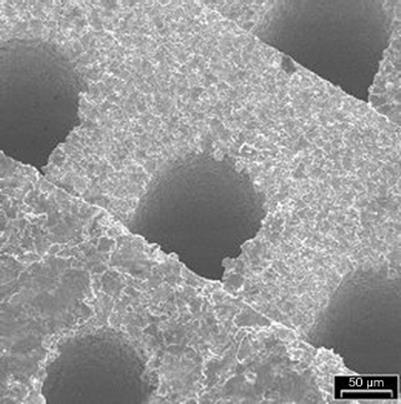
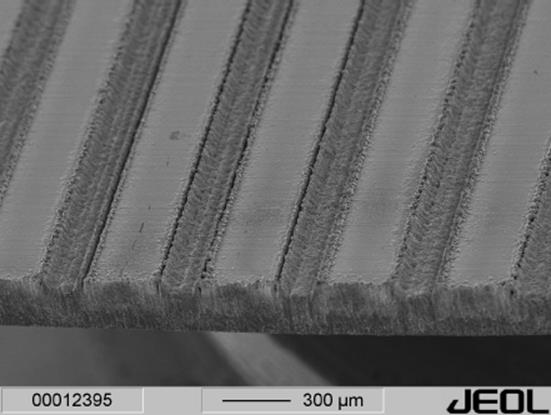
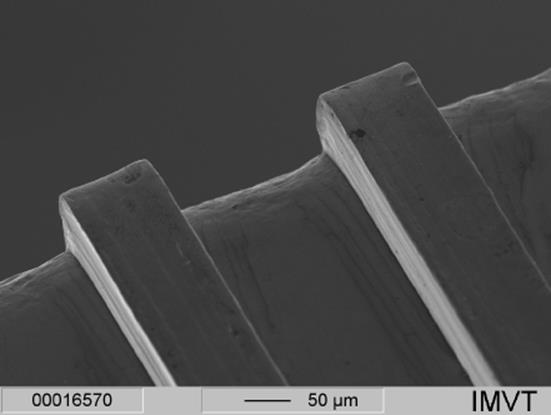
Not all materials can be etched in an easy and cheap way. Especially, noble metals or tantalum are stable against most of these corrosive structuring methods. Hence, precision machining may be used to generate microstructures out of these metals as well as standard metal alloys such as stainless steel or hastelloy. Depending on the material, precision machining can be performed by spark erosion (wire spark erosion, countersunk spark erosion), laser machining, or mechanical precision machining. In this case, mechanical precision machining means milling, drilling, slotting, and planning as well as embossing or roll forming. The machining technology used is comparable to the techniques well known from conventional dimensions in the millimeter range or above, but the tools used are much smaller. While spark erosion and laser machining are suitable for any metal, the use of mechanical precision machining and the tools suitable for this type depends on the stability of the alloy. For brass and copper, natural diamond microtools are suitable and widely used, while for stainless steel and nickel-based alloys hard metal tools are needed. In Figure 2.3, a natural diamond cutter is shown, while Figure 2.4 shows a hard metal drill. Figure 2.5 shows photos of a rhodium honeycomb microchannel catalyst system. The channels have been machined by wire spark erosion and, therefore, show a semicircular face area, which is shown in detail in Figure 2.6.
Figure 2.3 Natural diamond cutter for micromachining of metals.
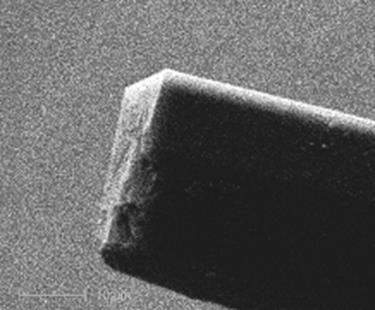
Figure 2.4 Microdrill, made from hard metal. The diameter of the drill is about 30 μm.
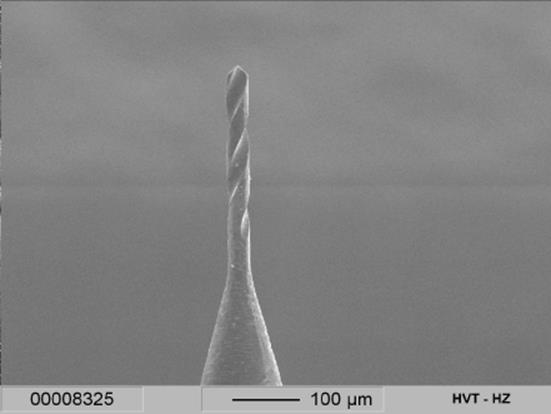
Figure 2.5 Rhodium honeycomb catalyst microstructure device. The microchannels have been manufactured by wire erosion.
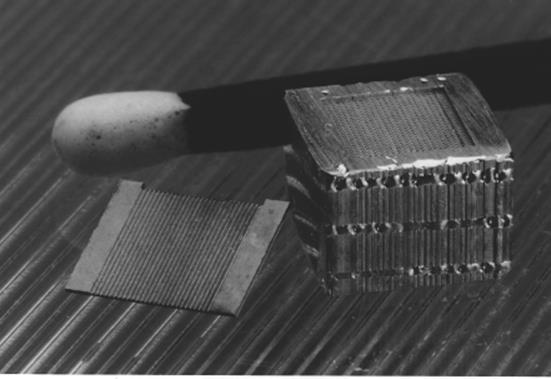
Figure 2.6 Details of Figure 2.5. Clearly, the semicircular shape of the microchannels can be seen, obtained by wire spark erosion.
The range of surface quality achieved with the different techniques is wide, depending on the material as well as on the machining parameters. Spark erosion techniques lead to a considerably rough surface. The surface quality obtained with laser ablation heavily depends on the material to be structured and on the correct parameter settings. Values between some 10 μm and about 1 μm are common. In Figure 2.7, results of laser ablation obtained in stainless steel by using incorrect parameters are shown.
Figure 2.7 Surface quality of a stainless steel microchannel foil machined by laser ablation. The laser parameter has been incorrectly set.
By using brass or copper structural material, the best surface quality is obtained with mechanical precision machining. Then, an electropolishing step must follow the micromechanical machining. A surface roughness of 30 nm can be achieved. Figure 2.8 shows the surface of some microchannels machined into oxygen-free copper after the electropolishing step. However, recent research results showed that the mean roughness of metallic microstructures generated by precision machining can easily reach values below 1 μm without major efforts [11].
Figure 2.8 Surface quality obtained in oxygen-free copper by micromachining, followed by an electropolishing step. The mean roughness is about 30 nm.
For all techniques, details can be found in Refs [1, 4, 11–18].