Process Technology: An Introduction - Haan A.B. 2015
9 Adsorption and ion exchange
9.3 Basic adsorption cycles
Commercial adsorptions can be divided into bulk separations, in which about 10 wt% or more of a stream must be adsorbed, and purifications, in which usually considerably less than 10 wt% of a stream must be adsorbed. Such a differentiation is desirable, because in general different process cycles are used for the two categories. As schematically illustrated in Fig. 9.12, there are three basic ways to influence the loading of an adsorbate on an adsorbent:
· (1) changing temperature;
· (2) changing (partial) pressure in a gas or concentration in a liquid;
· (3) adding a component which competitively adsorbs with the adsorbate of interest.
A major difference in processes based on temperature change and those based on pressure or concentration change is the time required to change the bed from an adsorbing to a desorbing or regenerating condition. In short, pressure and concentration can be changed much more rapidly than temperature. The consequence is that temperature-swing processes are limited almost exclusively to low-adsorbate concentrations in the feed that is purifications. For higher adsorbate feed concentrations the adsorption time would become to short compared to the regeneration time. In contrast, pressureswing or concentration-swing processes are much more suitable for bulk separations, because they can accept feed and change to regeneration, and can be back to the feed condition within a reasonable fraction of the cycle time.
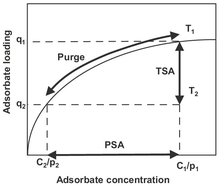
Fig. 9.12: Schematic illustration of adsorption/desorption cycles.
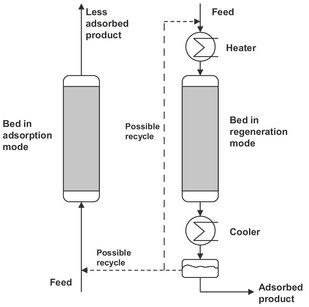
Fig. 9.13: Temperature-swing adsorption (TSA).
9.3.1 Temperature swing
A temperature-swing or thermal-swing adsorption (TSA) cycle is one in which desorption takes place at a temperature much higher than adsorption. In this cycle, shown in Fig. 9.13, a stream containing a small amount of an adsorbate at concentration c1 is passed through the adsorbent bed at temperature T1. After equilibrium between adsorbate in the feed and on the adsorbent is reached, the bed temperature is raised to T2, and desorption occurs by a continued feed flow through the bed. In general the regeneration is more efficient at higher temperatures. Heating, desorbing, and cooling of the bed usually takes in the range of a few hours to over a day. During this long regeneration time the bed is not effectively separating feed. Therefore, temperature-swing processes are used almost exclusively to remove small concentrations of adsorbates in order to maintain the on-stream time as a significant fraction of the total process cycle time.
The most common application of TSA is drying. Zeolites, silica gel, and activated aluminas are widely used in the natural gas, chemical, and cryogenics industries to dry streams. Of these adsorbents silica gel requires the lowest temperatures for regeneration. Other TSA applications are from CO2 removal to hydrocarbon separations, and include the removal of pollutants, odors and contaminants with activated carbon.
9.3.2 Pressure swing
In a pressure-swing adsorption (PSA) cycle, desorption is effected at a pressure much lower than adsorption. The most common processing scheme has two (illustrated in Fig 9.14) or three fixed-bed adsorbers alternating between the adsorption step and the desorption steps. A complete cycle consists of at least three steps: adsorption, blow down, and repressurization. During adsorption, the less selectively adsorbed components are recovered as product. The selectively adsorbed components are removed from the adsorbent by adequate reduction in partial pressure. During this countercurrent depressurization (blow down) step, the strongly adsorbed species are desorbed and recovered at the adsorption inlet of the bed. The repressurization step returns the adsorber to feed pressure and can be carried out with product or feed. PSA cycles operate at nearly constant temperature and require no heating or cooling steps. They utilize the exothermic heat of adsorption remaining in the adsorbent to supply the endothermic heat of desorption.
The principle application of PSA is for bulk separations where contaminants are present at high concentration. The major purification applications for PSA are for hydrogen, methane, and drying. Air separation, methane enrichment, and iso/normal alkane separations are the principal bulk separations for PSA. Fortunately, packed beds of adsorbent respond rapidly to changes in pressure. In most applications equilibrium adsorption is used to obtain the desired separation. However, in air separation PSA processes, the adsorptive separation is based on kinetically limited systems where oxygen is preferentially adsorbed on 4A zeolite when the equilibrium selectivity favors N2 adsorption.
9.3.3 Inert and displacement purge cycles
In a purge-swing adsorption cycle the adsorbate is removed by passing a nonadsorbing gas or liquid, containing very little to no adsorbate, through the bed. Desorption occurs because the partial pressure or concentration of the adsorbate around the particles is lowered. If enough purge gas or liquid is passed through the bed, the adsorbate will be completely removed. Most purge-swing applications use two fixed-bed adsorbers to provide a continuous flow of feed and product (Fig. 9.15). Its major application is for bulk separations when contaminants are present at high concentration. Applications include the separation of normal from branched and cyclic hydrocarbons, gasoline vapor recovery, and bulk drying of organics.
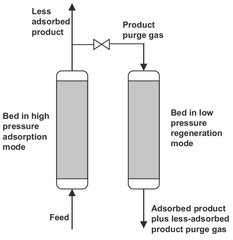
Fig. 9.14: Pressure-swing adsorption (PSA).
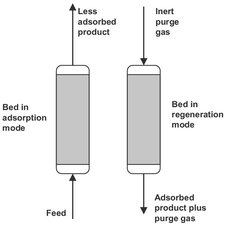
Fig. 9.15: Inert purge cycle.
The displacement purge cycle differs from the inert purge cycle in that a gas or liquid that adsorbs about as strongly as the adsorbate is used to remove the adsorbate. Desorption is thus facilitated by adsorbate partial pressure or concentration reduction in the fluid around the particles in combination with competitive adsorption of the displacement medium. The use of an adsorbing displacement purge fluid causes a major difference in the process. Since it is actually absorbed, it will be present when the adsorption cycle begins and therefore contaminates the less-adsorbed product. This means that the displacement purge fluid must be recovered from both product streams, as illustrated by Fig. 9.16.