Process Technology: An Introduction - Haan A.B. 2015
10 Solid-liquid separation
10.1 Introduction
Solid liquid and liquid-liquid separation processes may be classified according to the involved principles. A perfect solid-liquid separation would result in a stream of liquid going one way and dry solids going another. Unfortunately, none of the separation devices works perfectly. Typically there may be some fine solids leaving in the liquid stream, and some of the liquid may leave with the bulk of the solids. This imperfection is characterized by the mass fraction of the solids recovered and the residual moisture content of the solids. Solid-liquid separation is used in many processes with the aim of recovering
· — valuable solids, the liquid being discarded;
· — liquid, the solids being discarded;
· — both the solids and the liquid;
· — neither but for example prevent water pollution.
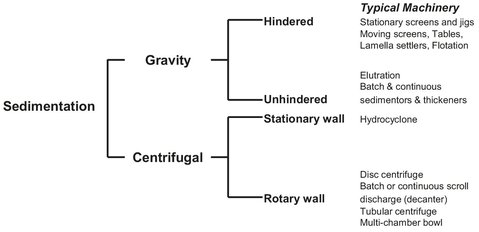
Fig. 10.1: General classification of sedimentation equipment.
If the particles or droplets can move freely within the continuous liquid phase, we deal with sedimentation and settling. Sedimentation exploits the density difference between the solids and the liquid for the partial separation or concentration of suspended solid particles from a liquid by gravity or centrifugal settling. These two main groups of sedimentation technology are further subdivided into the operations and equipment listed in Fig. 10.1. Additionally sedimentation may be divided into the functional operations thickening and clarification. The primary purpose of thickening is to increase the concentration of suspended solids in a feed stream, while that of clarification is to remove a relatively small quantity of suspended particles and produce a clear effluent. Separation of two liquid phases, immiscible or partially miscible liquids, is a common requirement in the process industries. The simplest form of equipment used to separate liquid phases is the gravity-settling tank. Their design is largely analogous to the design of gravity settling tanks for solid-liquid separation. For difficult to separate liquid-liquid mixtures such as emulsions, centrifugal separators are used. In addition to solid-liquid separation it is often desirable to remove either the coarse or fine particles from the product. This process is referred to as classification or solid-solid separation and can be achieved in many types of solid-liquid separation equipments.
If the particles are constrained by a medium which allows the liquid or a gas to flow through, we deal with separation by filtration. In this chapter we focus on the industrially important separation of solid particles from liquids by a porous filtration medium contained in a housing with flow of liquid in and out (Fig. 10.2). Flow through the filter medium is usually achieved by applying a static pressure difference as the driving force.
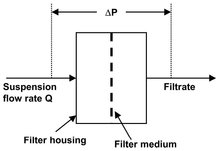
Fig. 10.2: Schematic of a filtration system.
The two most often used types of filtration are cake, or surface filtration and deep bed filtration. In cake filtration (Fig. 10.3a) separation is achieved on the upstream side of a relatively thin filter medium. The particles to be separated must be larger than the pores of the medium or able to form bridges to cover the pores. In the latter case the initial breakthrough of particles will stop as soon as the bridges are formed. On top of this first particle layer, successive layers of solids deposit and form a cake. Bridging over the pores and porosity of the cake are usually improved with relatively high feed solids concentration. The main disadvantage of dead-end filtration is the declining rate due to the increasing pressure drop across the growing cake. This is circumvented in cross-flow filtration systems (Fig. 10.3b), where the slurry moves tangentially to the filter medium so that the cake is continuously sheared off, and little or no cake is allowed to form on the medium.
Cake filters are used in clarification of liquids, recovery of solids, dewatering of solids, thickening of slurries, and washing of solids. The filtration medium may be fitted into various forms of equipment that can be operated in several modes. Vacuum operation is widely used in the industry and the laboratory. In the filters a low pressure is maintained downstream from the filter medium by vacuum pumps. Pressure filters operate at levels above atmospheric pressure. The pressure differential created across the medium causes flow of fluid through the equipment. In centrifugal filtration the flow of the liquid is created by the centrifugal force resulting from spinning the suspension. Such centrifugal filters are found in many applications in the food, beverage, and pharmaceutical industries. The large range of machinery shown in Fig. 10.4 reflects the uncertainty involved in the processing of solids, particularly those in small particle size ranges.
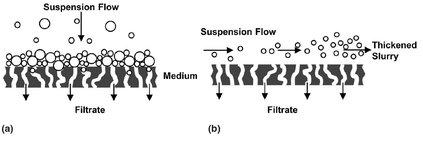
Fig.10.3: Schematic of the cake (a) and cross-flow (b) filtration mechanisms.
An important first step in the rationalization of solid-liquid separation problems is to choose between sedimentation, filtration, or the combination of the two. Filtration is typically used when it is desired to obtain relatively dry solids, or when the application of sedimentation techniques becomes impractical due to small density differences or particle diameters or low solids concentrations. Combination with sedimentation may have the advantage of a prethickened suspension. As with other unit operations filtration is never complete. Some of the solids may leave in the liquid stream, and some liquid will be entrained with the separated cake. Separation of solids is measured by the fraction recovered, while the separation of liquid is usually characterized through the slurry moisture content or solids concentration. Although filter media such as a woven wire mesh easily retain coarse materials, “screens” with smaller openings or pores such as nonwoven cloths or membranes are required as the size of the particulates decreases. When the particulates are small compared to the medium pores, deposition may occur in the depths of the filter medium. This so-called deep bed filtration is fundamentally different from cake filtration in principle and application. The filter medium is a deep bed with pore sizes much greater than the particles it is meant to remove. Particles penetrate into the medium, where they separate due to gravity settling, diffusion, and inertial forces. Deep-bed filters were developed for potable water treatment as the final polishing process. They find increasing application in the treatment of industrial wastewater.
Filtration is frequently combined with several other processes to enhance its performance. Washing is applied to replace the mother liquor in the solids stream with a clean wash liquid. Especially for high purity products, washing may represent a dominant portion of the total filtration cost. The three most common techniques are washing by displacement, reslurrying, and successive dilution. Dewatering is used to reduce the moisture content of filter cakes either by mechanical compression of the filter cake or by displacement with air. It is enhanced by the addition of dewatering aids to the suspension in the form of surfactants that reduce surface tension. Another important aspect for improving the performance of a filtration step may be conditioning or pretreatment of the feed suspension. Common techniques are coagulation, flocculation, and the addition of inert filter aids. Coagulation and flocculation increase the effective particle size with the accompanying benefits of higher settling rates, higher permeability of filter cakes, and better particle retention in deep-bed filters. Coagulation brings particles into contact to form agglomerates. Flocculation agents such as natural or synthetic polyelectrolytes interconnect colloidal particles into giant flocs up to 10 mm in size.

Fig. 10.4: General classification of filtration equipment.