Process Technology: An Introduction - Haan A.B. 2015
16 Development and engineering
16.2 Development and scale-up in the bulk chemical industry
16.2.1 Basic course of process development
The development of chemical processes is a complex procedure. The first hurdle in establishing a new process is overcome when a promising synthetic route, usually with associated catalysts, is discovered.
To line up the capabilities and viability of a new process, one starts thinking about a full-scale plant. Based on an optimized laboratory synthesis an initial process concept is developed. If the economical outlook is good one can start a development project. By referring to the scale of experimentation, different phases can be distinguished in the development of a process. A rough outline, divided into three types and illustrated in Fig. 16.1 is:
· (1) laboratory and bench-scale experiments, in which certain aspects of the process are investigated by handling relatively small amounts of raw materials, in order to reduce the material and resource constraints to the minimum;
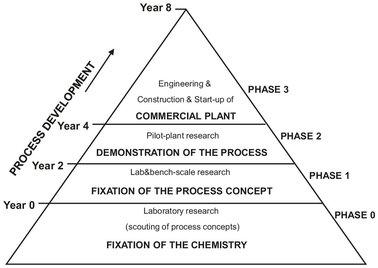
Fig. 16.1: Phases and time line involved in developing a process.
· (2) pilot-plant research, at a scale that varies within wide proportions, but in which all the industrial constraints are taken into account; it is during pilot-plant experiments that scale-up problems must be dealt with;
· (3) design and construction of a commercial plant or a demonstration unit; in general demonstration units are very expensive, and all the efforts made in process development attempt to avoid this very expensive intermediate step.
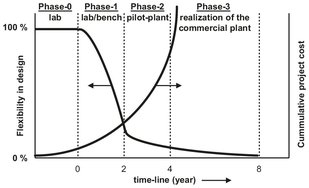
Fig. 16.2: Flexibility in design and cumulative project costs during a process development project.
Process development does not, however, take place as a one-way street. Assumptions are made for the individual development stages that are only confirmed or refuted when the next stage is being worked on. It may therefore be necessary to go through the individual stages several times with modified assumptions, resulting in a cyclic pattern. The most important task in each stage is to find the weak points and subject them to particularly close scrutiny. The entire process will then be examined again with the improved data obtained in this way, and so on. The fact that many decisions must be taken with incomplete knowledge is a fundamental but inevitable difficulty. To delay development until all uncertainties have been eliminated would be just as wrong as starting industrial development on the basis of laboratory discoveries alone. A start should be made for choosing between various processes or process variants as early as possible, so that the consideration of a larger number of possibilities is restricted to the laboratory. Prolonged investigation of two variants on a trial-plant scale should be avoided. Most mistakes are made at the beginning of the activity, but it is still relatively easy and cheap to eliminate them at the mini-plant stage. However, Fig. 16.2 illustrates that the further process development advances, the more expensive it becomes to eliminate mistakes. In the final production plant, corrections can only be made with an enormous expenditure of time and money. Each development stage is followed by an evaluation to decide whether development should be continued, stopped, or started again at an earlier development level. A more detailed scheme of this chemical process development process is given in Fig. 16.3.
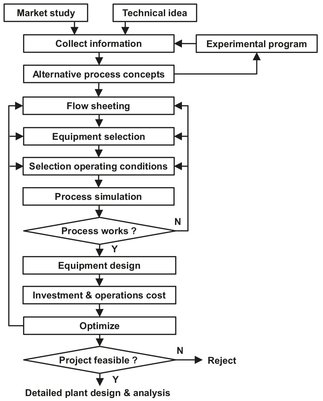
Fig. 16.3: Steps in the development of a process.
16.2.2 Laboratory and bench scale research
When the laboratory phase has been completed and before the actual process development is started, further information must be obtained, since the latter stage is normally associated with high costs. The core of a chemical plant is the reactor. Its input and output decide the structure of the entire plant built up around it. Therefore detailed knowledge on thermodynamic equilibria, kinetics, selectivity, conversion, and reaction heat of the chemical reactions must be available at the earliest possible stage. Secondly, a database of reliable physicochemical data, such as densities, viscosities, vapor pressures, and phase equilibria, has to be created for use in computer simulations and safety studies. The first step is to collect all available literature data on a compound. Many companies now maintain their own compound databanks. If no property values can be found in the literature, which is often the case for binary and ternary data, they should initially be estimated by using empirical formulas or realistic values that have proven themselves for many substances. However, experimental determination or confirmation of the most important values on which the plant design is based is unavoidable.
It is essential to determine the demand for the end product as well as its specification and achievable price. The product specification is of particular significance for process development. In the simplest case, it consists of a minimum purity, for example, that the end product should contain at least 99% of a particular chemical compound. However, in most cases the end product cannot be specified so simply, since its subsequent use may be affected in different ways by individual impurities.
Once all the information has been assembled, the creative part of the development process can be started for drawing up the initial versions of alternative process concepts for analysis, evaluation, and selection. When considering possible alternatives the researcher will be constrained by many factors, which will narrow down the number of possible designs. Some of these constraints will be fixed, such as those that arise from physical laws, economics, safety and governmental regulations. Such constraints that are outside the designer’s influence are called external constraints, setting the outer boundary of possible designs, as shown in Fig. 16.4. Within this boundary there will be a number of potential designs bounded by the internal constraints over which the designer has some control. For instance, the time available for completion of a design will usually limit the number of alternative designs that can be considered. Finally the project team should discuss the remaining initial versions of the process. This discussion should take account of all the available information and, after all the advantages and disadvantages have been reviewed, only one version of the process should remain. On the basis of this initial version, an industrial plant is designed. The individual unit operations (reactor, absorber, distillation, etc.) are designed on the basis of the existing information (approximate size and diameter of columns, etc.). Initially, these operations can be examined in the laboratory individually and independently of one another to determine whether they are feasible in principle. Laboratory experiments are generally carried out with pure, well-defined materials. This differs, of course, from the subsequent situation, where the solvent must be recycled for cost reasons and inevitably becomes enriched with byproducts, some of which, however, are unknown at this point in time. Even at this stage, new requirements may be imposed on the reaction stage. For example, difficulty in removing a byproduct may make it necessary to alter the reaction conditions or modify the catalyst. As long as the chemical reaction is subject to extensive modification, there is little point in paying a great deal of attention to further processing. It is only when the reaction mixture is being produced in a representative manner that an initial separation and purification procedure can be devised. Once all the individual steps have been successfully tested, it is possible to draw up a reliable flow sheet of the entire process. At the same time, computer simulations are used to draw up an initial complete mass and energy balance sheet for the industrial plant. However, if any subsidiary step is found not to be feasible at this stage, the process concept must be changed. This preliminary flow sheet, which has not as yet been fully tested as a whole, can be used to draw up an initial cost estimate.
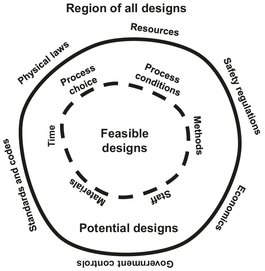
Fig. 16.4: Design constraints. Adapted from [2].
When the individual steps are put together, the created recycling streams raise new process engineering problems. Material recycled to the reactor may drastically effect the activity and service life of the catalyst, or the solvent circuit may become enriched with byproducts, and this may lower product purity. Testing of such process integration effects usually requires experimental testing in a mini-plant, because many of the quantities that are required for a computer simulation are unknown. The mini-plant concept has been developed to predict the performance of large-scale equipment from data generated by low-cost experiments in small equipment, rather than relying solely on fundamental data. It consists of a scaled-down version of the hypothetical large-scale plant where most of the characteristics and still unknown parameters of the process can be measured. For plate-type distillation columns, the accepted mini-plant procedure has been to use vacuum jacketed and silvered glass columns to measure the plate efficiencies and predict the performance of large-diameter plate columns. Because the result must allow prediction of the performance on a larger scale, the mini-plant approach is limited to those steps in the process that can be extrapolated directly to the industrial-scale plant without a large risk. For many operations (extraction, crystallization), however, scale-up factors of ca. 104 are still not feasible. As a result very few processes can be constructed without additional testing of certain critical process sections on an intermediate pilot stage.
An alternative to in-house mini-plant research is testing at equipment manufacturers. Equipment manufacturers can be excellent sources of scale-up information, since they have years of experience with the particular pieces of equipment they sell. Many of them have facilities with their equipment miniaturized to the smallest unit size where reliable design data can still be obtained and provide performance guarantees. Important examples are: filtration, drying, solids conveying, crystallization, agitation, flaking, gas-solid separations, and liquid-solid separations. Since equipment manufacturers expect to sell a large piece of equipment, the test charge is usually low, or sometimes the test is free. One of the greatest uncertainties in selecting equipment from manufacturer test data is the possibility that the material used for the tests is not truly representative for what will be made in the commercial plant. Quite often the test period by the manufacturer is short, and the risk of what may happen after extended periods of operation is not completely understood. Similarly, recycling streams cannot generally be incorporated in a manufacturer test run. Overcoming these problems requires leasing one of the manufacturer test units and installing it in the pilot plant or as a side stream in a production plant. Here the equipment can be tested under actual operating conditions, and the data that is generated will be more meaningful for scale up.
16.2.3 Pilot plant research and demonstration plants
Once the process concept has been confirmed on a bench scale, the question arises whether the process should be tested on a pilot-plant scale before designing the commercial plant. Generally the answer is yes for new products, due to the high risks if the pilot plant stage is skipped in the process development stage. As illustrated by Tab. 16.1, the scale of this so-called pilot plant is between that of the mini-plant and that of the commercial plant. Typical quantities produced are a few kilograms per hour or tons per annum to enable application tests to be carried out on the product or large-scale deliveries to be made to customers. Operation of this pilot plant makes it possible to complete and verify data and document information obtained at an earlier stage of process development. Before a pilot plant program is undertaken the objectives and scope of the pilot plant must be clearly established. As indicated there may be many reasons to construct a pilot plant for testing a process:
· — generate market development quantities of a new product;
· — evaluate the feasibility of a new process;
· — generate design and scale-up data for a commercial plant;
· — demonstrate a new process;
Tab. 16.1: Comparison different scales and operation capacities.
Type of scale |
Capacity (order of magnitude, in m3. day—1) |
laboratory |
< 0.001 |
bench scale |
< 0.001 |
mini-plant |
0.01 |
pilot plant |
0.1 |
test-plant |
1 |
commercial plant |
1000 (tons · day—1) |
· — investigate construction materials;
· — investigate accumulation characteristics, fouling, and congestion;
· — investigate dynamic behavior.
Only the commercial reason of market evaluation can be enough to build a pilot plant in order to obtain the desired product and to test the market with the new product. If an objective of the pilot plant is to demonstrate a new process while producing significant quantities of product, then a totally integrated pilot plant may be the most appropriate. The key is to design, construct, and operate a pilot plant containing all the recycle streams and ecological control systems. Recycling streams always hide the danger of impurities which were not discovered on a laboratory scale which but may have a tremendous effect on the chemical reactions and physical separations. Additionally materials of construction, maintenance, operating labor, instrumentation, process control, raw material handling, and waste disposal can be tested.
Operation of the pilot plant should clarify all the issues that have not been fully dealt with in the mini-plant. Prediction of the process performance in pilot plants and production plants has been a part of the art and science of chemical engineering for many decades. Each segment of a unit operation in a pilot plant may have a different degree of predictability for a design based on first principles. The goal is to model and predict what will happen while conducting the minimum amount of experiments. A research program should be available to determine the relevant data against a minimal time to decrease the costs. Generally, a development team working closely with the design team conducts the pilot plant tests. The pilot plant should be designed as a scaled-down version of the industrial-scale plant and not as a larger copy of the existing mini-plant. This is an expensive, time-consuming step that needs to be anticipated and planned for by the development team as early as possible. Construction and operation may costs millions of euros. Equipment costs vary, but generally the costs of the instrumentation can go up to 50 % of the pilot plant costs. The operating costs are also high because technicians and operators are needed. Once process development on a pilot scale has been successfully concluded, the pilot plant must be kept on standby until the industrial-scale plant is running satisfactorily. Normally, when the larger plant is started up, the pilot plant is operated simultaneously so that any problems that occur in the former can be dealt with rapidly.
When the feasibility of a process cannot be proven on a pilot plant scale, a demonstration plant may be needed to gain experience with the new process and/or new product. A demonstration plant differs from a pilot plant in that it can approach the size of a full-scale production plant. As a result of the integrated design concept and relatively large scale of operation, the demonstration plant is relatively expensive to construct and operate. For this reason, demonstration plants are built only when the unknowns in process scale-up or demands in the market place preclude selection of other pilot plant alternatives. This is often the case with solids handling processes consisting of filters, grinders, conveyors, and solid dryers. The minimum size of a particular process unit operation or piece of equipment then determines the minimum size of a demonstration unit. Where pilot plants concentrate on process fundamentals such as the chemistry, kinetics, and thermodynamics of the process, a demonstration plant is built to a scale that is practical for studying the engineering and mechanical aspects of the process. In planning the construction of a demonstration plant, the same design considerations as those used in the construction of a full-scale plant apply. In most cases, data for scale-up to the demonstration plant size will have been obtained from one of the smaller units discussed previously. The critical consideration in the design of the demonstration plant is placing emphasis on those portions of the plant that involved process uncertainties. That is, one must carefully design those parts of the process that precluded scale-up to the full-sized commercial plant to begin with.
16.2.4 Feasibility evaluation
Increasingly complex markets require critical examination of the project after each development stage for feasibility, economic relevance, and environmental impact. As a rule this is done with the aid of a feasibility study , which includes documentation of preliminary design work and evaluation of the process status. At the start of a project, the bases used for planning and evaluation of the project are still very inexact. Development costs often constitute a considerable proportion of the total costs of a project. If the process is completely new, these costs are often around 50 % of the investment costs for the industrial plant, and perhaps more if a pilot plant must be built. Therefore no major costs should be incurred until it is known whether the new process will be feasible or not. If initial studies have shown that investment is desirable and the market analysis led to a tentative capacity figure, a first estimate of investment costs and subsequent operating costs is performed. The approximate determination of investment costs is subdivided into simple global methods and detailed methods. At this stage of development generally global methods are used which permit investment costs to be estimated relatively easily and with an accuracy between ± 30 % and ± 50 %.