Process Technology: An Introduction - Haan A.B. 2015
16 Development and engineering
16.4 Development and scale-up of fine chemical processes
16.4.1 Differences between bulk and fine chemical industry
Tab. 16.2 summarizes some important differences between the bulk chemical industry and the fine chemicals industry. The design of batch processes for fine/specialty chemicals production differs significantly from the design of large-scale continuous processes. Economic constraints result in a rather narrow window in fine chemical process development. Product innovation absorbs considerable resources in the fine chemicals industry, in part because of the shorter life cycles of fine chemicals as compared to commodities. Process R & D is focused on existing installations, which are multiprocess, multipurpose, and multiproduct oriented. The reaction media are usually organic in reagents, solvents, and products, and the chemistry is generally based on a flavored mix of mostly classical organic synthesis combined with emerging bioorganic synthesis and catalysis. Processing is based on batch-wise operations in batch reactors and auxiliary equipment, while the productivity is limited due to relatively small-scale reactors. Batch processes are chosen because of their flexibility, but also because continuous production of small amounts is difficult to perform and often not economic. The expensive controlling equipment in combination with the fact that each continuous process requires its own separation and purification equipment makes small continuous processes usually more expensive than batch processes. Another advantage of batch processes is the higher degree of conversion, which can often be achieved in comparison with continuous processes. Because of these typical characteristics of the fine chemicals industry, special attention is paid to the process development and scale modification in this area.
Tab. 16.2: Differences between the bulk industry and the fine chemicals industry.
Bulk industry |
Fine chemicals industry |
Relative cheap raw materials |
Expensive raw materials |
Low added value |
High added value |
Large reactor volume |
Small reactor volume |
1—3 reaction steps |
3-15 (or more!) reaction steps |
Continuous processes |
Batch or fed-batch processes |
Equipment-specific for one process |
Multipurpose equipment |
16.4.2 Fine chemical process development
The main task of R & D in fine chemicals is scaling-up laboratory processes so that the processes can be transferred to pilot plants and subsequently to industrial-scale production. Thus the R & D department of a fine chemicals manufacturer typically is divided into a laboratory or process research section and a development section. Fig. 16.12 shows the typical stages of design for manufacturing an organic chemical by a batch process. A central feature of batch process design for organic chemicals production is the importance of chemistry. During process development it is not unusual to solve problems by a change in chemistry to avoid engineering difficulties. This is particularly the case during the early stages of development, the “route selection” stage. The chemical route is the set of chemical reactions, which turn the feed stocks of a process into the products. In fine/specialty chemicals production, route selection is a major activity in process development. The number of feasible chemical routes depends most strongly on the type of product. Key features of the route selection decisions are that they are taken early in a project based on limited information. The decisions are complicated by the poor quality of available information. The challenges of route selection are complex due to multiple decision criteria such as process economics, potential safety, and environmental compatibility.
Once a route has been selected, it will still require significant development to maximize yields and other performance measures. This work will usually be carried out in the development section, which serves as an intermediary between the laboratory and the industrial scale and operates the pilot plant. Both the equipment and the plant layout of the pilot plant mirror those of an industrial multipurpose plant, except for the size (typically 0.1—2.5 m3) of reaction vessels and the degree of process automation. The resulting process description or recipe is in essence the equivalent of a mass balance and a flow sheet for a continuous process. It provides the necessary data for the determination of preliminary product specifications, the manufacture of semicommercial quantities in the pilot plant, the assessment of the ecological impact, an estimation of the manufacturing cost in an industrial-scale plant, the validation of the process, and the determination of raw material specifications. Once a laboratory process has been adapted to the constraints of a pilot plant and has passed the risk analysis, and demonstration batches have been successfully and repeatedly run, the process is ready for transfer to the industrial-scale plant.
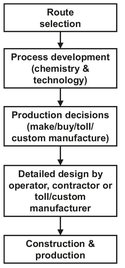
Fig. 16.12: Stages of batch process development. Adapted from [182].
16.4.3 Scale-up challenges in multipurpose plants
Traditionally, the fine chemical process chemist is focused on route selection, optimization, and critical process parameter identification, where the chemical engineer and the chemist are actively involved in the scale-up of fine chemical processes and are dealing with the principle that chemical rate constants are scale independent, whereas physical parameters are not. Scale-up does not occur in a single step but is typically performed by repeating the operation cycle displayed in Fig. 16.13 several times. A practical cycle would include testing of the laboratory recipe, a stepwise increase of the scale until the desired production is achieved and continuous formulation and modification of the recipe. The final objective is to obtain a maximal yield of the pure product via a clean and safe process at minimal costs. Physical changes most commonly cause a drop in process performance during scale-up, resulting in poor chemical selectivity, reduced chemical yield, or poor quality. Encountered scale-up problems are often related to the fixed design and absence of geometrical similarity between the small— and the large-scale reactor in a multipurpose installation. Adaptation of the bulk-chemical way of technology and process development will never be feasible, because the short-time-to-market approach often prevents a smooth realization of the fine-chemical process development trajectory. As an illustration, modeling techniques as such are hardly applicable when time is the most important performance indicator in process development. In contrast, early recognition of scaleup problems in the lab phase and modification of the fine chemical batch reactor could boost the development speed to the required levels.
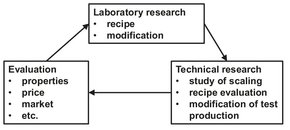
Fig. 16.13: Scale modification cycle in the fine chemicals industry.
In 1995 a benchmark study was initiated to define the scale-up performance of the fine chemical industry. A knowledge base called ALICE was set up containing more than 70 (non)flyer examples and various scale-up factors. ALICE stands for AnalysisLike Interactive Concurrent Evaluation. A (non)flyer is a surprise in scale-up which needs a correction on an initially bad performance, resulting in chemical yield and product quality on a large scale which is at least identical to lab-scale process performance. Because fine chemical process R & D is highly focused on multiprocess implementation in an existing installation containing the same batch reactors and auxiliary equipment allowing only minor investments, it was expected that some kind of systematics in these scale-up surprises would appear. Evaluation of the (non)flyers in Fig. 16.14 shows that in approximately 55 % of the cases the surprise in scale-up is based on longer processing times, heat and mass transfer, and mixing, while on various typical fine chemical issues in the remaining cases. Filling a large-scale reactor simply takes more time than a small-scale reactor. What can be added in a few seconds on lab scale may take hours in a 10 m3 reactors. Serious delays may also occur if heat transfer rates are overestimated. A scale-up factor of 100 gives a 20-fold reduction in the surface-area-to-volume ratio. Then the need to apply large temperature differences between wall and reaction mixture may cause fouling of the reactor wall due to coating and decomposition. Such fouling layers inside the reactor generally cause additional delay in heating and cooling rates. Large-scale mixing takes time. What can be mixed in seconds on a lab scale takes minutes in a 10 m3 reactor. Various factors, such as reactor shape, stirring rate, and agitator shape, can be used to influence the mixing time. The power input is an important parameter in scale-up as well as the type of agitator. Mass transfer, chemical reaction, or both may limit the rate of two-phase reactions. A possible mass transfer limitation may lead to difficulty in scale-up. Also isolation of solids is a point of concern during scale-up, as it is for maintaining the quality of the recycled materials.
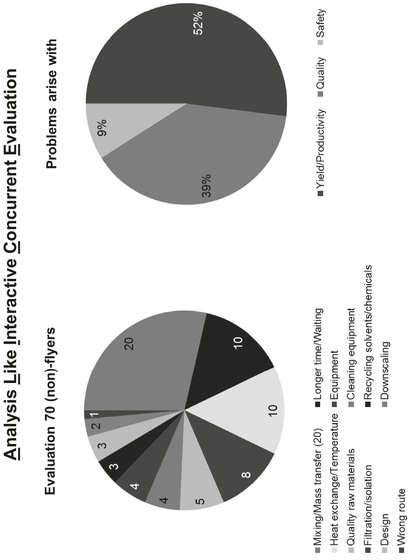
Fig. 16.14: ALICE in process wonderland.
16.4.4 Future developments
Today various computer— and robot-aided design methods as well as statistical methods are available to assist the chemist in finding the middle of the road in the scale-up of fine chemical batch processes. Once the chemistry and chemical rate constants have been established on a lab scale in a master recipe, the resulting operating window is a good indication for the robustness of the selected process and a good starting point for the scale-up study. Improved scale-up characteristics can be expected from a multiflexible batch reactor (Fig. 16.15), constructed in such a way that it is highly flexible in stirring rates, agitator types, dip-pipe feeding position and a multinozzle system for feeding chemicals, flexible baffles, and loop facilities to increase mixing with a static mixer and also to increase heat exchange. Having such a batch reactor installed in a multipurpose plant, any remaining surprises in scale-up can be reduced to a minimum and immediate correction on large scale during the first campaign can be carried out without lengthy downscaled experimentation on lab or pilot plant scale.
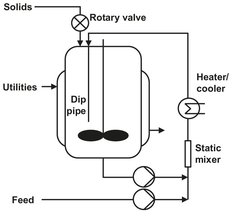
Fig. 16.15: Optimized design of a flexible, multipurpose batch reactor.
Nomenclature
C |
capacity |
[ton year—1, kg s—1] |
i |
investment capital |
[$, €] |
L |
equipment characteristic length/size |
[m] |
K |
salary cost |
[$ year—1, € year—1] |
m |
degression coefficient investment capital |
[—] |
n |
degression coefficient salary costs |
[—] |
N |
number of parallel units |
[—] |