Process Technology: An Introduction - Haan A.B. 2015
Appendices
Life science products
C.1 Benzaldehyde-based products
For the production of cinnamon aldehyde and cinnamyl alcohol, the main commercial process uses benzaldehyde as a raw material. D-phenylglycine and p-hydroxyphenylglycine are important raw materials in antibiotic production. Phenylalanine is used in the production of aspartame, a synthetic sweetener.
C.1.1 Amino acids
All amino acids exist in two optically active forms, but in most cases only one enantiomer is commercially interesting. Therefore, a method has to be found to separate the optical isomers. This is usually done by forming a salt with another optically active compound. The trick is to find a solvent in which one of the salts formed is much less soluble than the salt of the other isomer. After filtration, either the precipitate or the remaining solution can be processed to obtain the desired product.
Optically active amino acids are normally produced by the enzymatic resolution of D,L-amino-acid amides. Phenyl-glycine amide and phenyl-glycine production takes place this way, starting with benzaldehyde. The amides are made by an efficient procedure, which starts with the commercially available aldehyde. The aldehyde is converted under alkaline conditions in the presence of catalytic amounts of acetone (see Scheme C.1). The reaction is usually carried out at normal pressure and temperature, and the acetone is also used as a solvent in the last synthesis steps. For the conversion of one mole of nitrile, one mole of water is needed. The acetone can be recycled by distillation, and the remaining D,L-amino acid amide can be used in further processing, e.g. optical resolution.
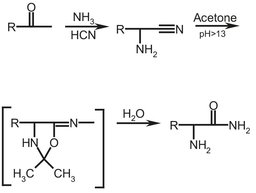
Scheme C.1: Production of amino acid amide.
The resolution of the amino acid amide is carried out enzymatically with the use of the complete microorganism (Pseudomonas putida ATCC 12633) around room temperature. The reason to use this microorganism is the high relative activity and the broad spectrum of substrates which can be used. The stereo selectivity of the enzyme is almost 100 % in hydrolyzing the L-amino acid. The optimum pH range of the enzyme is between 8 and 10, of which the lowervalue is preferred, due to the unwanted hydrolysis at higher pH-values. After the reaction, the mixture contains L-amino acid and D-amino acid amide, which have to be separated. This is done by addition of benzaldehyde, resulting in the Schiff base of the amino acid amide (see Scheme C.2), which is completely insoluble in water. After filtering the mixture, the amino-acid amide is acid-hydrolyzed at about 100 °C and the resulting D-amino acid is racemized and recycled.
Scheme C.2: Schiff base of benzaldehyde and D-amino acid amide.
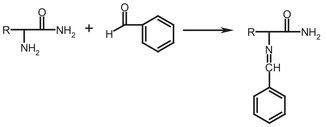
Phenylalanine is also produced as described above (starting with phenylacetaldehyde), but can also be produced by a chemical method, which is described below. The reactions taking place in the production of phenylalanine are given in Scheme C.3
As can be seen from the reactions taking place, the process can be divided into four main steps. Most of them are operated batchwise, with exception of the last two (neutralization and washing). First of all, a condensation reaction takes place. This is done by mixing benzaldehyde and hydantoin in a mixture of MEA (mono-ethanol-amine) and water at 88 °C. BZH (benzylideenhydantoin) crystals and heat are formed in this reaction, so cooling has to take place. In the next step, the BZH is separated from the reaction mixture in a centrifuge after washing with water at 15 °C. After centrifugation, an extra amount of water is added to the BZH cake to produce easily manageable slurry. The slurry is heated to about 90 °C with steam and enters the hydrogenation section. This hydrogenation takes place at 70 °C and high pressure in the presence of a Pd/C catalyst. After completion of the hydrogenation, the catalyst is removed by filtering, and an additional amount of NaOH is added, which is used in the hydrolysis step. This takes place at elevated temperature (140 °C) and pressure, and lasts for several hours. More NaOH is added as a 50 wt% solution. The NH3 formed during this period is removed, as well as part of the water, by flashing. The sodium salt which is formed is stored in a buffer storage to make it possible to switch from batch to continuous mode of operation.
Scheme C.3: Industrial production of phenylalanine.
After hydrolysis the dissolved sodium salt is neutralized with diluted sulfuric acid, and D,L-phenylalanine crystals are formed. The solids are separated from the liquid by centrifugation and washed with water. After removal of the last traces of the mother-liquor, the crystals are washed with methanol to remove water. Depending on the desires of the customer, the phenylalanine is dried or supplied as slurry in methanol.
L-valine is produced from isobutyraldehyde in a similar process as described before, but D-valine is highly soluble in water, which makes separation complicated. Therefore the D-valine amide is separated from the mixture by ion exchange and converted to D-valine using a nonstereospecific microorganism. D-valine is obtained after spray drying the reaction mixture.
C.1.2 Cinnamon aldehyde and cinnamyl alcohol
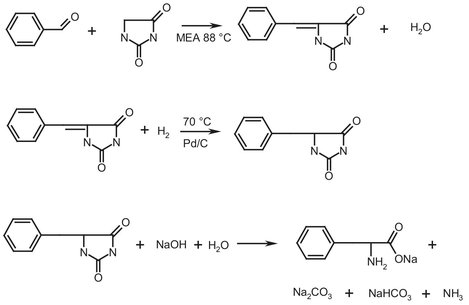
Another series of products made from benzaldehyde are cinnamon aldehyde and cinnamyl alcohol through the industrial reactions are given in Scheme C.4. Cinnamon aldehyde is produced by the crossed aldol condensation reaction of benzaldehyde and acetaldehyde. A diluted solution of sodium hydroxide is used as a catalyst. The benzaldehyde and hydroxide are added to the reactor, and small portions of acetaldehyde are introduced continuously in order to keep the acetaldehyde concentration low. This way the selectivity towards cinnamon aldehyde is increased. When all the acetaldehyde is added, the reaction is completed. The cinnamon aldehyde is separated from most of the hydroxide by phase separation and neutralisation. A coalescer removes the water formed during neutralization. The crude cinnamon aldehyde is purified by distillation. Cinnamyl alcohol is usually made by the hydrogenation of cinnamon aldehyde. It is one of the major components of cassia oil, from which it is also extracted commercially. This is done to produce “natural” benzaldehyde for several applications in the production of food, because only natural benzaldehyde is allowed as an additive. Production of cinnamyl alcohol is operated batchwise.
Scheme C.4: Benzaldehyde reaction products.
The hydrogenation takes place in the liquid phase, usually in a liquid system of water and toluene. The amount of water is preferably between 0.2 and 1g per gram of toluene. The amount of toluene has to be 0.5-5 g per gram of aldehyde to be converted. The reaction takes place in the presence of a platinum catalyst, used in most of the commercial hydrogenation processes. The amount used is preferably 0.05-2.5 mg per gram of aldehyde. The water used contains 0.2-0.5 mol alkali hydroxide per 100 g. The reaction has to take place at a temperature below 60 °C and preferably between -5 and 45°C. Hydrogen pressure has no significant effect on the hydrogenation speed, but it is usually maintained between 5 and 300 bar in commercial processes. The conversion of the aldehyde is usually almost complete and upon completion, the mixture is separated in an organic layer and a water fraction. The water fraction can be reused in the hydrogenation of an extra amount of aldehyde. The organic layer contains the desired product, which can be separated from the solvent by distillation for example.
C.1.3 Benzylalcohol
The production of benzylalcohol from benzaldehyde is also operated batchwise. The process can be divided into a production and a purification section. Production takes place in a hydrogenation reactor at 10 bar. To speed up the reaction a Ra/Ni-catalyst is added, and the reactor is operated at 85 °C. The hydrogen gas supplied to the reactor has an inert content of about 10 %, so a purge is installed to prevent buildup of inert gasses. After cooling the mixture to a temperature below 40 °C, the catalyst is removed by filtering. The catalyst has been severely deactivated during the reaction because of the hydrogen absorbed. Therefore the catalyst will have to be regenerated before further use.
The crude benzylalcohol still contains sodium, which is present as a contamination in the feed and which has to be removed before further processing. Removal is done by ion exchange and the purified benzylalcohol is stored. Final purification of the benzylalcohol is done by batch distillation, and product grades differ depending on the distillation. If the sodium is not removed before distillation of the mixture, a slurry of sodium benzoate will form in the distillation section. This way severe foulingtakes place, and distillation will nottake place properly.
C.2 α-picoline
Picoline is a pyridine derivate that is often used in the production of medicines for treating cancer. These medicines are often a complex of a precious metal and an aromatic organic compound. There are several types of picolines, as can be seen from Fig. C.1, but α-picoline is the most used.
Most processes for the production of picoline result in a mixture of pyridine and several picolines. Another thing they have in common is that they are either trade secrets or patented. Most of them use ammonia, acetaldehyde, and formaldehyde as raw materials. An alternative process, designed by Stamicarbon, uses acrylonitrile, acetone and hydrogen. The first step in this process is the production of 5-OHN (5-oxohexane nitrile), which is subsequently hydrogenated. Raw materials for the production of 5-OHN as shown in Fig. C.2 are acetone, acrylonitrile, and small amounts of acid and a primary amine. The primary amine and acid are used as catalysts, with benzoic acid being the preferred acid. All raw materials have to be (almost) free of water and above all oxygen. Oxygen initiates tar production and fouling of the reactor by polymerization of acrylonitrile. An inert gas is added to lower the oxygen content below 20 ppm, whereas molecular sieves are used to remove the water. The reaction is carried out at temperatures ranging from 160-200 °C at elevated pressure. Pressures of about 20 bar are common practice. The primary amine and acid act as a catalyst and can be chosen from a wide range of commercially available products. The amine preferably has a boiling point lower than that of the 5-OHN to make it possible to reuse the amine after separation by distillation. The amount of amine can vary between 0.01 to 0.2 mol per mol of acetonitrile, depending on the amine. Because the amine is in a solution with acetone, a Schiff base is formed, which is the actual catalyst. The acid can be either a carboxylic acid, such as formic or acetic acid, or a mineral acid, such as hydrochloric or phosphoric acid. The acid is added in an amount of 0.002 to 0.01 mol per mol of acrylonitrile. A small amount of water is added to prevent some unwanted side reactions. Water content of the reaction mixture can be varied from 1 to 3 wt%.
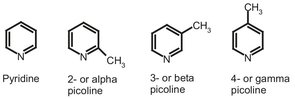
Fig. C.1: Structures of pyridine and picolines.
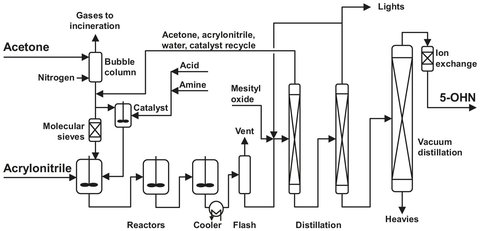
Fig. C.2: 5-oxohexane nitrile (5-OHN) production. Adapted from [214].
Above acrylonitrile conversions of 90 % unwanted side reactions may occur, due to prolonged reaction time and higher reaction temperatures needed. Therefore, the conversion is kept below 90 %, usually around 85%. In addition, an excess acetone is added to keep the conversion low. The amount of acetone used is generally 2-12 times that of acrylonitrile on molar bases. The total residence time in the reactors is about 3 h, spread out evenly over three reactors. A relatively large portion of the used raw materials is converted to side products a selectivity towards 5-OHN (based on acrylonitrile, being the highest) of only 86 %. After reaction the mixture is allowed to cool and expanded to atmospheric pressure. Before entering the first distillation column, mesityl oxide is added to keep the bottom temperature of the reactor below 195 °C. At the top of this column acetone, acrylonitrile, water, and catalyst are recovered and recycled. The residue is led to a second column that operates at reduced pressure (0.2 bar). The overhead stream, consisting of mesityl oxide and 3-isopropyl aminopropionitrile (20 wt%) is recycled to the first column. The bottom stream is led to the last distillation column with an overhead pressure of about 30 mbar. The 5-OHN is taken overhead at a 95 % purity. Further purification by passing the product stream through an ion exchange bed results in 99.9 % purity.
The 5-OHN produced in the preceding step is heated to 240 °C at atmospheric pressure and mixed with hydrogen. (Fig. C.3) Hydrogen is added in a 5 mol per mol of nitrile ratio, partially supplied from a recycle of treated reactor off-gas. Hydrogenation of the nitrile takes place over a catalyst bed in a tubular reactor which contains a palladium catalyst on an alumina support. The palladium content of the catalyst particles is about 0.5 wt%. The off-gasses are cooled, and part of the reaction mixture is condensed. The liquid formed mainly consists of 2-methylpyridine (α-picoline) and 2-methyl-piperidine. The remaining gas mainly consists of hydrogen, with 5-20% other gasses (reaction product, raw material, and impurities). It has been shown that recycling the remaining hydrogen containing gas without further treatment would cause a significant loss in 5-OHN conversion and is thus economically unfavorable. For this reason a treatment procedure for the gas-recycle was developed.
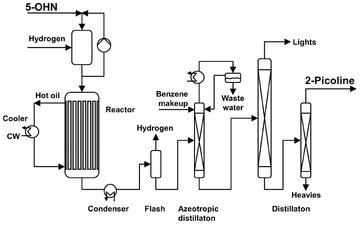
Fig. C.3: Dehydrocyclization of 5-OHN to α-picoline. Adapted from [214].
To remove water the cooled mixture is subjected to an azeotropic distillation with benzene. The water /benzene mixture that is taken overhead is separated, the benzene is recycled, and the water is disposed. Two additional distillation columns are needed to remove light and heavy ends respectively. The nitrile conversion is almost a 100 %, the yield of α-picoline is about 84 %, and almost 5 % of the nitrile is converted to 2-methylpiperidine.
C.3 Aspartame
Aspartame is a synthetic sweetener with a low energy content (in other words: it has a low caloric value). Therefore, it can be used in light sodas as a replacement for natural sugar. For the sweetness, it is important to synthesize only the α-variant of aspartame. The β-variant is not sweet at all and has no commercial use. DSM has produced aspartame by the enzymatic coupling of D,L-phenylalanine methyl ester with Z-L-Asp (L-N-benzyloxycarbonyl-aspartic acid). This is a very specific reaction in which only the L-isomer of phenylalanine methyl ester is involved, the D-isomer remains unchanged. The enzyme used, thermolysin, was discovered in a hot water pool in Japan, and has excellent thermostability and resistance to organic chemicals. The reactions involved in the enzymatic production are illustrated in Fig. C.4.
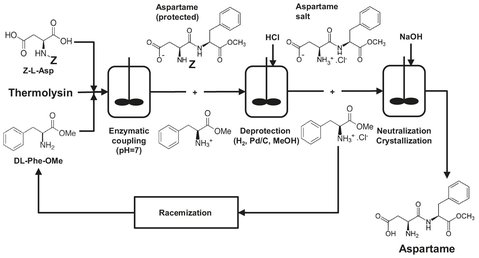
Fig. C.4: Enzymatic production of aspartame.
An additional product, the condensation product with D-phenylalanine methyl ester, almost completely precipitates, shifting the equilibrium to the condensation product instead of the hydrolysis product. The salt formed is easily separated into its components by HCl-treatment, enabling recycling of the D-phenylalanine methyl ester after racemisation.
The N-formyl-L-aspartyl-L-phenylalanine obtained is hydrolyzed to remove the protecting formyl group. This can be accomplished by adding methanol and hydrochloric acid. The concentration of methanol should be between 3 and 5 wt% and the acid concentration between 9 and 18 wt%. An extra advantage of the addition of methanol is the conversion of acetic acid and formic acid to components with a lower boiling point. Thereby, the separation is simplified. This reaction step takes place at 35 °C and lasts for about 6 days. The resulting hydrochloride salt of a-aspartame is easily separated from its isomer, because the solubility of the former is considerably lower than that of the latter. Separation takes place by filtration, centrifugation, decantation, or another conventional method. The solid aspartame hydrochloride is neutralized and aspartame is obtained by crystallization.
C.4 Penicillin
Penicillin was first discovered in 1929 by Fleming and in the 1930s was found to kill a wide range of bacteria in experiments. Penicillin is not just one substance; it is a family of related chemicals. All the penicillins have the same main structure, but different side-chains. An example is given in Fig. C.5.
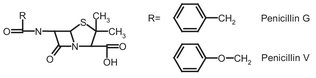
Fig. C.5: Penicillin main structure and some side chains.
The various types have particular antibiotic properties and are formed in various concentrations from the activity of a particular nutrient under particular circumstances. Several types of penicillin have been synthesized on a laboratory scale, but the costs for duplicating the synthesis to the plant scale are too high. Microbes often accomplish in a single step an economically feasible molecular change that otherwise can only be achieved by long chemical synthesis. Fermentation may also permit the use of cheaper raw materials and results in a greater specificity and purer form. Therefore, all penicillin is produced by fermentation. Because fermentation involves working with living organisms, it requires some different techniques and has several specific characteristics. Therefore, we will be briefly discuss this here. It has several advantages, but it is often only possible to obtain a product in a very low concentration. Therefore, several concentration and separation steps are required to obtain a pure substance or concentrated solution.
The chronological development of the fermentation industry can be divided into five stages. Prior to 1900, the fermentation industry consisted of breweries and vinegar and wine production. In addition, yogurt, soy sauce, and other fermented foods were produced. Between 1900 and 1940 chemicals such as lactic acid, glycerol, and some organic solvents such as acetone were made by fermentation. Some advances in fermentation technology were made, including the fed-batch cultures in yeast production, to overcome the initial problems with oxygen shortage. During this stage, the concept of sterile media, pure culture technique, and the need to understand the immense role played by microbial physiology and biochemistry in fermentations, arose. During the next twenty years, many developments took place, and a large impulse came from the wartime need for penicillin. The penicillin process required many developments, mainly in the field of aerating large quantities of viscous mycelial cultures and the need to isolate a valuable product which was present only in low concentrations. Mutation-selection programs arose, and sparging with sterilized air became a common practice. The number of different products increased very rapidly from 1960 to 1970. About 25 antibiotics, several important enzymes, polysaccharides, microbial insecticides, and flavor-enhancing products were introduced. This era also saw the emergence of products such as flavors and fragrances, which are made in small quantities but continued to command relatively high prices. A number of large companies began investigating the opportunities of microbial biomass to serve as a protein source for poultry, cows, and pigs. The fifth stage was announced by several genetic engineering discoveries, i.e. the in vitro manipulation of microorganisms. From then on, it was possible to produce new products by fermentation or produce them in higher concentrations.
The microorganism used is the most valuable part of the whole operation, and it has to be preserved in some way to ensure its availability at all times. This is usually done by storing a supply of the strain which is used in production in liquid nitrogen. This way mutation is kept to a minimum, and the integrity of the strain will remain intact. Most companies do not attempt to patent microorganisms, because it might alert competitors to areas of interest. The chance that another company discovers the same strain for the desired product is relatively small. It has been reported that companies found one useful organism in 10 000 investigated cultures (or even worse: three out of 400 000). Most organisms only show their potential under exactly the right circumstances and in the right medium. But after a strain development program, the production for penicillin-G is now at a maximum of 75 g per liter of medium/microorganism mix. This is a 15000-fold increase over the natural level of penicillin-G production.
Most existing fermentation processes can be broken down into several distinct operations. The first stage is the formulation of a medium to grow the culture during inoculum propagation and fermentation. Second is the production of a sterile medium, fermenters, and related equipment. Next is the propagation of a pure and active culture to feed the production fermenter, followed by culturing the microorganisms at the optimum conditions for product formation. A next step is the separation of the product from the original culture and the subsequent concentratioin and purification of the product. The last step is the treatment and disposal of the cellular and effluent by-products of the process.
The penicillin production process is schematically depicted in Fig. C.6. Before the actual fermentation four laboratory-scale development steps are needed to produce the seed mold culture in a series of successive batch procedures. In the first three of these, glassware vessels are loaded with the culture, and nutrients and are placed in a shaker at a constant temperature for the desired time. Each separate stage will take about one day; all apply a temperature of 25 °C to encourage mold growth. Usually the mold is kept in a nutrient consisting of corn steep (as a source of nitrogen), lactose, and mineral salts such as ammonium sulfate (as a sulfur source). Later on it was discovered that corn steep not only acted as a source of nitrogen, but also contained phenylalanine and phenethylamine, which are precursors for phenyl penicillin (penicillin-G). Today, an extra amount of phenyl acetate is added to increase the production of penicillin-G. The last stage is a tank-sized “seed” fermenter, where the mycelia are grown, but in which little penicillin is formed. In the “seed” fermenter, air is blown through a heavily agitated mixture containing the culture formed earlier, corn steep, lactose, and mineral salts. To prevent foam formation in the fermenter, oil is added. Examples of oil used are soy bean oil, cotton seed oil, and lard. The products from this tank are fed to a larger production fermenter after about a day of operation. This fermenter can be 200 m3 in volume and is agitated with a motor-driven stirrer. Corn steep, lactose, and mineral salts are added. The first day of cultivation is used to build up the concentration of penicillin-forming mold. Then the penicillin precursor, the compound that is altered to form the penicillin side chain, is added. For penicillin-G this would be phenyl acetic acid; to get penicillin-V, phenoxy acetic acid would be used. The penicillin is formed in this fermenter during the next three to seven days. As the process goes on, the sugar content of the mix drops, and the pH increases modestly. All of these stages are carried out at a pH of about 6.5 and a temperature ranging from 23-28 °C. Care has to be taken that no contamination of the reactor, feed, or culture take place. Three to five production fermenters might be fed from the output of a single seed fermenter. In the stages just described, it is very important to maintain a sterile environment. This means that all the equipment, feedstock, air, and cultures have to be sterilized. Sterilizing the feed is done by applying heat exchangers with sufficient residence time. Air is led through various filters for sterilization. These include glass wool packed columns, stainless-steel mesh, and bacteriological filters.
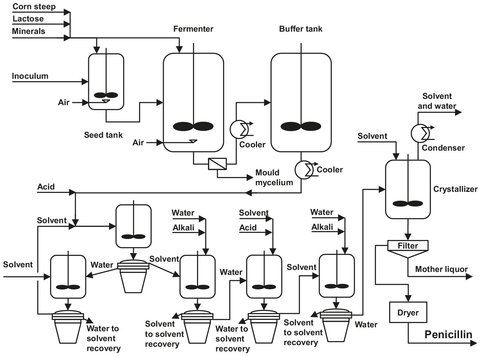
Fig. C.6: Flow sheet of penicillin production. Adapted from [209].
When the fermentation is complete, the fermentation mixture is fed to a filter where the mold mycelia are filtered from the broth in a continuous rotary vacuum filter. The liquid (called broth) is cooled to about 4°C by a refrigerated cooler and sent to a storage tank. Up to this point, the process has operated completely in batch mode. From here on, a semicontinuous mode is used. Mineral acid and solvent (butyl acetate) are added to the cold broth, and the solvent collects the penicillin transferred from the broth in the mixing tank. Then the solvent and broth are separated in a disc centrifuge. The broth is contacted with a second batch of solvent to complete the removal of the penicillin. This second batch of solvent, containing small quantities of penicillin, is used in the first contact stage with the fresh broth. Extraction efficiency is almost 100 %. The depleted broth is sent to a distillation unit, which is not shown in the figure, for the removal of traces of solvent. Fig. C.7 shows the effect of pH on the distribution of penicillin between butyl acetate and water. After phase separation the pH is shifted several times in order to make the penicillin distribute alternately to the aqueous and solvent phase, leaving the impurities behind. Additionally activated carbon might be used to remove any traces of coloring agents. After the last addition of alkali, the solvent and water are evaporated and a precipitate of the penicillin potassium salt is formed and separated from the remaining mother liquor on a vacuum band-filter, where washing takes place as well as drying in hot air. Crystal purity at the end of the filter is 99.5 %.
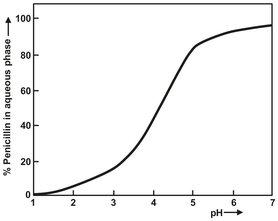
Fig. C.7: Effect of the pH on penicillin distribution.
C.5 Synthetic antibiotics
C.5.1 Introduction
The semisynthetic cephalosporins (SSCs) are a subgroup of the β-lactam antibiotics, which all have the basic structure given in Fig. C.8. Differences between the several cephalosporins are the substitutes at the C3 and C7 positions, which are shown in Fig. C.8, together with an example of the substitutes. The SSCs most used have a CH3 substitute at the C3 position. An overview of the production of SSCs and SSAs (semisynthetic amoxillins) is given in Fig. C.9.
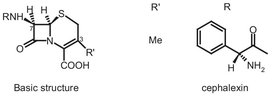
Fig. C.8: Cephalosporin basic structure and a specific example.
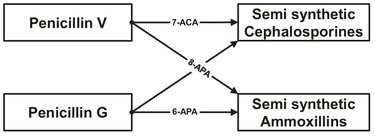
Fig. C.9: Production of SSCs and SSAs.
Production of SSC’s usually starts from one of the following raw materials; penicillin G or V, 7-ACA (7-amino-cephalo-sporanic acid) or Cephalosporin C (the structure of the latter two is given in Fig. C.10). SSCs, like all other β-lactam antibiotics, exert their antibacterial effect by interfering with the synthesis of the bacterial cell wall. These antibiotics tend to be irreversible inhibitors of the cell wall, thereby disturbing the membrane function of the cell wall. Ultimately this leads to the death of the bacteria.
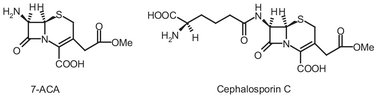
Fig. C.10: Raw materials for SSCs synthesis.
C.5.2 Cephalosporins
The production of semisynthetic cephalosporins (SSCs) can be divided into several steps, which are usually present. These steps include:
· (1) selection of the starting material; penicillin has to be rearranged to the cephalexine nucleus;
· (2) cleavage of the acyl side chain of the precursor;
· (3) synthesis of the C7 and C3 side chain precursors;
· (4) acylation of the C7 amino function to introduce the desired acyl-amino side chain;
· (5) introduction of the C3 side chain;
· (6) protection and/or activation of functional groups may be required.
The order in which these steps are performed depends on the manufacturer. The most important factors in the decision are usually of an economic nature. It is a common practice to introduce the side chains that use the most expensive raw material in (one of) the last step(s). Usually this comes down to the complete production of the side chain, before attachment to the cephalosporin basis (usually 7-ACA). Both 7-ACA and the penicillins are made by fermentation, and after purification they can be used as a raw material for the production of the SSCs.
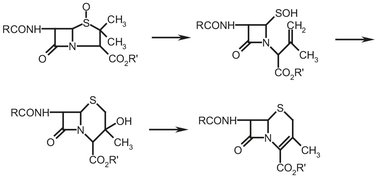
Scheme C.5: 7-ADCA formation.
As an example of the production of SSCs the production of cephalexin will be discussed. One of the aforementioned penicillins can be used as a starting material, together with phenyl glycyl chloride hydrochloride. First the penicillin has to be converted to a cephalexin basis called 7-amino-desacetoxicephalosporanic acid (7-ADCA) by ring expansion of the corresponding penicillin sulfoxide ester (see Scheme C.5). In the first step the carboxylic acid group of the penicillin is protected by addition of a group such as p-nitro-benzyl, 2,2,2-trichloroethyl or trimethyl-silyl. Usually penicillin-G is used, because this component can be enzymatically converted to 7-ADCA, thus avoidingseveral (expensive) chemical conversion steps. If the conversion takes place at ambient temperatures in the presence of phenyl acetic acid, phenyl-acetyl-7-ADCA is formed. The advantage of this compound is the efficient recovery from the reaction mixture by adding an immiscible organic solvent and a pH-shift, as described in penicillin production. If the amount of organic solvent is kept low, volumetric flows can be significantly reduced, as well as the cost for the downstream processing equipment. After removal of the phenyl-acetylside chain, the 7-ADCA can be obtained at high purity. This is an intermediate, which is used in the production of several SSCs because of its favorable economics. It has been shown that the stereochemistry of the R-group in 7-ADCA is not effected by the ring expansion, which is important to maintain the antibiotic activity of the product.
The 7-ADCA may be converted to cephalexin according to the following procedure, which is one of the first commercially available processes. In order to protect the carboxyl group, the 7-ADCA is silylated first. This is done by a reaction with a silyl halide, trimethyl-chloro-silane for example, in a solution with dimethyl formamide (HCON(CH3)2). Best results are obtained if an excess of silylating agent of two molar equivalents is used. After this a reaction between the silylated 7-ADCA and phenyl-glycyl-chloride hydrochloride can take place in the same reaction medium. A tertiary nitrogen base is added, preferably with a pKa between 4.5 and 5.5; pyridine can be used very well. The amount used is about 0.5 equivalents. The reaction takes place at low temperatures, usually between -20 and -40 °C under continuously stirring. If pyridine is used, the best results are obtained at -30 °C. A slight excess of phenyl-glycyl-chloride hydrochloride is used, usually about 1.1 equivalents. The reaction is usually completed within 1h. After completion of the reaction, a hydrogen-containing component such as water is added, and the reaction product is desilylated by this. The cephalexin can now be separated from the reaction mixture as a bis-dimethyl-formamidesolvate by diluting the mixture with water. The amount used is about 1-2 parts per ten parts by volume of dimethyl-formamide, adjusting the pH to about 6.9 by the addition of aqueous ammonia. The ammonia is added portionwise over a period of 1h. The resulting precipitate of cephalexin bis-dimethyl-formamide can then be separated by filtration or centrifugation. The resulting precipitate can be converted to cephalexin by addition of a dilute aqueous solution of a mineral acid, e.g. hydrogen chloride, and heating the mixture to 60 °C. After addition of a nitrogen base, such as triethylamine, the cephalexin precipitates and can be separated by filtration or another suitable technique.
C.5.3 Amoxillins
Again, production will be discussed based on an example. This time the production of ampicillin, which was one of the first semisynthetic penicillin derivatives, will be discussed. Another process is the production of amoxillin, which only differs from the ampicillin process in the raw materials used. For ampicillin, phenyl glycine is used as one of the starting materials, whereas in the production of amoxillin p-hydroxy-phenyl-glycine is used. The production is preferably carried out as a batch process, but can also be operated continuously. The raw materials used in the production of ampicillin are 6-APA (6-aminopenicillanic acid) and phenyl glycine derivatives. 6-APA can be obtained from penicillin-G or -V by removal of the side chains at the amino-group. It is advantageous to maintain a low concentration of 6-APA in solution in the reactor because of a higher conversion obtained and a considerably better stir ability of the mixture. The total amount of 6-APA needed is added to an empty reactor, partially dissolved in water, at a pH of 6.0-6.8 to ensure a concentration of dissolved 6-APA lower than 250 mM. The total concentration of 6-APA and ampicillin present in the reactor is kept above 350 mM. An additional method to keep the concentration below the stated maximum is the slow addition of the phenyl glycine derivative. It has been found that this way the amount of 6-APA dissolved can also be kept low. If desired, up to 30 vol% of an organic solvent can be added to the solution. Suitable solvents are lower aliphatic alcohols, such as methanol and ethanol, which are soluble in water.
The phenyl glycine derivative is added in an activated form, usually as an amide (PGA) or an ester, of which the first is preferred. To obtain a high solubility of the PGA, it is useful to add it to the reactor as a salt. Usually PGA ![]() is used, because of its very high solubility and ease in handling. To obtain the mentioned salt, PGA is dissolved in water and concentrated H2SO4 is added slowly, while keeping the temperature below 25 °C. For economical reasons the molar ratio of PGA relative to 6-APA is kept below 2.5, and usually between 1.2 and 1.8. Higher molar ratios have the disadvantage of the hydrolysis of large amounts of PGA. The PGA salt is slowly added to the 6-APA solution, while keeping the pH between 6.0 and 6.8 and the temperature between -5 and 35°C. The reaction is catalyzed by an enzyme, which is usually immobilized to simplify the removal from the reaction mixture. All of the enzymes that are known as penicillin amidase or penicillin acylase are suitable catalysts for this process. An enzyme often used is penicillin-G acylase. A suitable technology for this process involves immobilizing the enzyme on a carrier, which contains a gelling agent, such as gelatin, combined with a polymer with free amino groups. When the reaction is almost complete, it is favorable to stop the reaction. This can be done by lowering the pH to 5.0-5.7, lowering the temperature, or a combination of both methods. After stopping the reaction, the contents of the reactor are a combination of solids, such as ampicillin, d-phenyl-glycine, and immobilized enzyme, and mother liquor. The solids can be separated from the mother liquor by filtration and the valuable components therein can be recovered by a pH shift and subsequent (controlled) crystallization. The mother liquor contains only a few byproducts after filtration and can be recycled without further purification.
is used, because of its very high solubility and ease in handling. To obtain the mentioned salt, PGA is dissolved in water and concentrated H2SO4 is added slowly, while keeping the temperature below 25 °C. For economical reasons the molar ratio of PGA relative to 6-APA is kept below 2.5, and usually between 1.2 and 1.8. Higher molar ratios have the disadvantage of the hydrolysis of large amounts of PGA. The PGA salt is slowly added to the 6-APA solution, while keeping the pH between 6.0 and 6.8 and the temperature between -5 and 35°C. The reaction is catalyzed by an enzyme, which is usually immobilized to simplify the removal from the reaction mixture. All of the enzymes that are known as penicillin amidase or penicillin acylase are suitable catalysts for this process. An enzyme often used is penicillin-G acylase. A suitable technology for this process involves immobilizing the enzyme on a carrier, which contains a gelling agent, such as gelatin, combined with a polymer with free amino groups. When the reaction is almost complete, it is favorable to stop the reaction. This can be done by lowering the pH to 5.0-5.7, lowering the temperature, or a combination of both methods. After stopping the reaction, the contents of the reactor are a combination of solids, such as ampicillin, d-phenyl-glycine, and immobilized enzyme, and mother liquor. The solids can be separated from the mother liquor by filtration and the valuable components therein can be recovered by a pH shift and subsequent (controlled) crystallization. The mother liquor contains only a few byproducts after filtration and can be recycled without further purification.
C.6 Glyoxylic acid
Glyoxylic acid (see Fig. C.11) is one of the maleic anhydride -based products and is also known as glyoxalic or oxoacetic acid. It is often made by the oxidation of glycoxal with nitric acid, but it can also be produced by the ozonolysis of maleic anhydride. It is a stable organic compound with two functional groups in a small unit structure. Uses of glyoxylic acid are as a raw material in the production of amoxillin, benzaldehydes, vanillin, and cross-linking agents. It is commercially available only as a 50 % aqueous solution, due to the very hygroscopic character of the monohydrate.
![]()
Fig. C.11: Glyoxylic acid.
Advantages of the ozonolysis of maleic anhydride for the production of glyoxylic acid are the moderate conditions which can be applied. First, the maleic anhydride used as a raw material has to be esterified. This is usually done by dissolving the anhydride in a lower aliphatic alcohol, methanol or ethanol, for example, and addition of an acid catalyst. Examples of catalyst used are strong acid ion exchangers in the H-form and small amounts of mineral acid. For the further course of the process, it is important to ensure that the maleic anhydride is (almost) completely esterified. The ozonolysis is carried out at -10-5 °C in, for example, a bubble column. The solution obtained at the esterification step can be used without the need for purification, and the ozone is added in an equivalent amount, often diluted with air to reduce heat production to a controllable amount. A typical dilution value is 10 g of ozone/m3. Because the ozonolysis is an exothermic process, cooling is applied to maintain a favorable reaction temperature.
The next step in the process is the hydrogenation of the ozonolysis products, among which are several peroxides. Care has to be taken that the total amount of peroxides in the hydrogenation reactor does not exceed 0.1 mol per liter, and is preferably kept below 0.02 mol per liter. Because of the low concentration of peroxides, poisoning of the catalyst and loss in activity is prevented. To ensure this a suspension of catalyst in methanol is introduced to the (empty) reactor, and only after this is the ozonolysis solution (slowly) added to the reaction mixture. Several traditional hydrogenation catalysts can be used, with or without a support. Catalysts most often used are palladium and platinum, of which the latter is preferred. The amount of catalyst used should be about 0.5-2 wt%, based on the total amount of ozonized maleic anhydride fed per hour. In the reactor, a pressure of 1-3 atmosphere is applied at a temperature of 35-40 °C and a pH value of 2-4. Because a small amount of acid is produced as by-products in the reaction, the continuous addition of a base, such as sodium hydroxide, is necessary. After hydrogenation, the catalyst can be removed from the reaction mixture and recycled without any regeneration or purification steps. For the procedure described, the yield of methyl glyoxylate after hydrogenation is 94 % of the theoretical value.
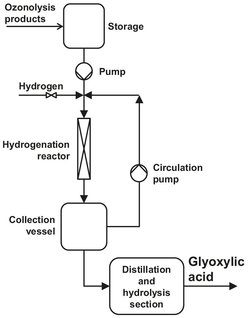
Fig. C.12: Hydrogenation of the ozonolysis products.
The process uses a recycle, as shown in Fig. C.12, to obtain a maximum conversion. The products from the ozonolysis are first stored in a storage tank, after which they are led over the catalyst bed. The peroxide concentration in the solution should be kept below 1.5 mol per liter, because peroxides tend to decompose explosively in relatively high concentrations. Before passing over the bed, hydrogen is added to a hydrogen pressure of about 1.2 bar. The reacted solution is then collected in the collection vessel, where temperature control takes place. If necessary, cooling or heating is applied to maintain the solution temperature between room temperature and 50 °C, which is the optimum temperature range. Because the conversion in one pass is not sufficient, the mixture is recycled by the circulation pump. In the recycling loop, samples are taken to measure the amount of peroxides and products in the solution. If the product content is sufficient, the mixture is discharged from the collection vessel and sent to a distillation section for purification. After this step, a solution of hemi-acetals of glyoxylates is obtained, which can be converted to glyoxylic acid by hydrolysis. This can be done by adding water and heating the mixture, while continuously distilling the alcohol produced in the reaction. Acceleration of the hydrolysis is effectuated by the addition of catalytic amounts of either an acid or a base. There is no need to purify the mixture, obtained after hydrogenation before hydrolyzing the products present in the mixture. After distillation, a high purity 50 % glyoxylic acid solution in water is obtained.
C.7 Food additives
Another important category in life science products are food additives. In general, these substances are used for improving several properties of food: stabilizers, coloring agents, and aromatic substances are all part of this category.
C.7.1 Quinine
Quinine is a so-called alkaloid, a family to which caffeine, morphine, and cocaine also belong. It is used as a medicine for treatment of malaria by native medicine, made from bark and used for treating malarial fever. It is a compound which is commercially extracted from bark instead of chemical synthesis. This is due to its complex structure, which is shown in Fig. C.13.
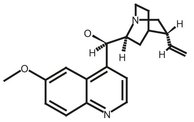
Fig. C.13: Quinine structure.
The production of quinine can be divided into an extraction and a purification step. During extraction the finely powdered chinchona bark is treated with dissolved lime and 5 % sodium hydroxide solution. The quinine is extracted with aromatic hydrocarbons at 60 °C. The alkaloids are recovered from the organic solvent with dilute sulfuric acid, and the resulting solution is heated to its boiling point and neutralized with sodium hydroxide. Depending on the pH the mono— or bi-sulfate crystallizes upon cooling. Purification can be done by recrystallization of either the mono— or bi-sulfate obtained in the extraction step.
C.7.2 Enzymes
Until about 1950, the predominant method for producing industrial enzymes was by extraction from animal or plant resources, but today this production method accounts for only 10 % of total production. Most of the enzymes are produced in microorganisms by fermentation, either in a continuous or a batch process. Batch processes are usually carried out with the use of a support for the growing culture, whereas continuous processes are usually carried out in suspension.
The batchwise operated processes can be divided into two different classes, one using relatively small trays for cultivation, the other using a deep bed. In the tray cultivation process (given in Fig. C.14) a layer of 2-4 cm of substrate is placed on a tray (hence the name), which is placed in an air conditioned room. Incubation also takes place in these rooms. The seed for the fermentation is stored, either freeze dried or frozen at temperatures below -80 °C. Inoculation takes place by the use of spores in dry or suspended form. The media used are usually based on wheat bran because of its high content of nutrients and large surface area. Rice, corn, and soybeans are also used, but these require treatment for surface increase or hull removal in order to allow the fungus to penetrate. The moisture content of the medium should be between 30-70 % in order to reach optimal production. The bran has to be sterilized to prevent contamination of the product. This is usually done by subjecting the bran to an acidic solution at 95°C for 15-30 min. The heat produced by the microorganisms is usually removed by moistened cool air.
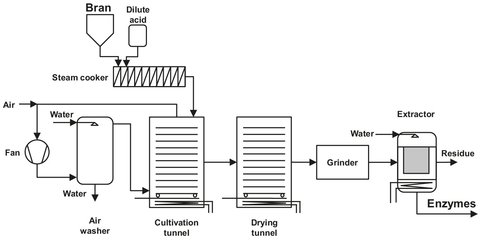
Fig. C.14: Tray cultivation. Adapted from [209].
The deep-bed process was developed in order to meet the enormous demands for enzymes for soybean fermentation. In this process a substrate layer with a depth varying from 0.6 to 1.8 m (see Fig. C.15). The rectangular beds can be quite large: dimensions of 5 x 60 m are not uncommon. The most important advantage of the deep-bed process is that it can be fully automated and operated continuously. This way the purification section can also be operated continuously. The equipment used is quite similar to that used in the malting industry. Temperatures applied in all process steps are between 0 and 10 °C except during drying, where higher temperatures are applied. For enzymes with a seasonal utilization it is convenient to dry the bran before extraction. This way the enzyme can be produced all year round in relatively small equipment, and the enzyme can be extracted at the time of demand. Enzymes are extracted with water, which however may contain acids, salts, buffers, or stabilizers.
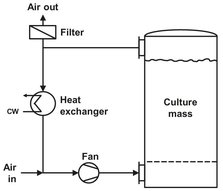
Fig. C.15: Deep-bed process. Adapted from [209].