Process Technology: An Introduction - Haan A.B. 2015
14 Solids finishing technologies
14.4 Size enlargement
Size enlargement includes all processes that bring together fine powders into larger agglomerates in order to improve the powder properties. Usually, agglomerates are relatively permanent entities in which the original particles can still be identified. The collection of particles that results is called an agglomerate or a granule. Size enlargement is used in many industries such as fertilizer, light-weight aggregate, and pharmaceuticals production. Benefits gained from size enlargement are extremely diverse and strongly dependent on the application for which the operation is used. An overview of the advantages of agglomerated products is listed in Tab. 14.2.
Tab. 14.2: Advantages of agglomerated products,
Benefit |
Applications |
Reduced dust content and thereby increased handling safety and fewer product loss |
Pharmaceuticals, dyes, pigments |
Freely flowing |
Fertilizer granulation |
Improved storage and handling characteristics |
Fertilizer granulation, carbon black |
Improved metering and dosing capabilities |
Food additives |
No segregation of coagglomerated materials |
Pharmaceuticals |
Increased bulk density and lower bulkvolume |
Carbon black |
Defined shape |
Catalyst particles |
Defined weight of each agglomerate |
Drugs in pharmaceutical tablets |
Control of porosity or density and accompanying dispersibility, solubility, reactivity, heat conductivity, etc. |
Food additives, pigments, dyes |
Improved product appeal |
Fuel briquettes |
Increased sales value |
The desired product properties determine which enlargement process is used. Size-enlargement processes are classified by the principal mechanisms used to agglomerate the particles. The selection of a specific process is only possible if the user clearly defines the required product properties.
14.4.1 Agglomeration principles
During production and processing of solid materials, adhesion phenomena become more and more important when particles with sizes below approximately 100 µm are being dealt with. Adhesion of finely divided materials takes place during all operations of mechanical process engineering and can either be desired or undesired. On the other hand, adhesion during size reduction is always undesired because it reduces the grinding effect. However, when an increase in the particle size of fine powders by agglomeration is desired, adhesion is systematically promoted. In these desired particle agglomerates binding forces must act to keep the individual particles together. The mechanisms by which particles bond together and grow into agglomerates are affected by the size enlargement method of choice. Nevertheless there are certain aspects of the bonding process that are essentially independent of the equipment and method. As shown in Fig. 14.27, the binding mechanisms can be divided into five major groups.
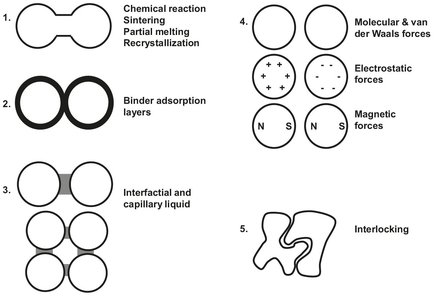
Fig. 14.27: Classification of binding mechanisms of agglomeration.
· — Solid bridges may develop at elevated temperatures by diffusion of molecules from one particle to another at the points of contact (“sintering”). Solid bridges can also be formed by chemical reaction, crystallization of dissolved binder substances, hardening binders, and solidification of melted components.
· — Interfacial forces and capillary pressure in liquid bridges can create strong bonds that disappear if the liquid evaporates and no other binding mechanism takes over.
· — Adhesion and cohesion forces in highly viscous, nonfreely-moving binders can form bonds very similar to those of solid bridges. Thin adsorption layers are immobile.
· — Attraction forces between solid particles such as van der Waals, electrostatic, or magnetic can cause solid particles to stick together if they approach each other closely enough. Decreasing particle size favors this mechanism.
· — Form-closed bonds by interlocking or folding of fibers, little platelets or bulky particles.
In most processes more than one bonding mechanism is likely to act at the same time. Although mechanical interlocking of particles influences agglomerate strength, its contribution is generally considered small in comparison to other mechanisms.
14.4.2 Methods of size enlargement
The most commonly used size enlargement methods can be classified in two types of processes:
· — growth/tumble agglomeration (no external forces);
· — pressure agglomeration (external forces).
In these processes four principal mechanisms are used to bring fine particles together into larger agglomerates:
· — tumbling and other agitation methods;
· — pressure compaction and extrusion methods;
· — heat, reaction, fusion, and drying methods;
· — agglomeration from liquid suspensions.
When required the agglomerate strength can be increased by the addition of binders.
14.4.3 Growth/tumble agglomeration
Growth/tumble agglomeration is the “most natural” of all size-enlargement processes and uses mechanisms similar to natural agglomeration. When fine particles are brought into intimate contact through agitation, binding forces come into action to hold the particles together. In these agglomerates, capillary binding forces caused by wetting with water or aqueous solutions is the most common binding mechanism. Because the particles to be agglomerated are larger, binders are often added to enhance particle-to-particle adhesion and maintain strength after drying.
Fig. 14.28 shows that the mechanism of growth agglomeration comprises several phases. In the nucleation phase microagglomerates are produced by the coalescence of fine particles. Subsequently these nuclei grow into larger aggregates by a further coalescence of nuclei and/or layering with other particles. To survive and grow in an agitated system, the agglomerates must withstand the destructive forces generated by the agitated particles. These forces become greater with increasing size of the particles to be agglomerated, until size enlargement by tumbling is no longer possible. This limitation to relatively small particles and the fact that only temporarily bonded conglomerates are formed are the most important drawbacks of all tumble agglomeration methods. A curing step must follow to obtain permanent bonding by solid bridges resulting from sintering, chemical reaction, partial melting and solidification, or crystallization of dissolved substances via drying. This curing step is normally the expensive part of a tumble agglomeration process. However, for very large amounts of solids and fine particles tumble agglomeration is the preferred technology. Another reason for the application of tumble agglomeration may be the high porosity of the agglomerates, resulting in a large surface area and easy solubility.
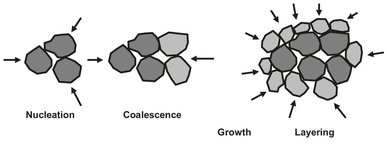
Fig. 14.28: Main mechanism of growth tumble agglomeration.
The most common types of agitators are rotating drums, inclined discs, powder mixers, and fluidized beds. Rotary drums and inclined disks or pans are the most important equipment. They are mainly used to convert finely dispersed material to a coarser product. Rotary drum agglomerators (Fig. 14.29) consist of an inclined rotary cylinder powered by fixed— or variable-speed drive. Feed material, containing the correct amount of liquid, agglomerates under the rolling, tumbling action of the rotating drum. The inclination of the axis assists material transport through the cylindrical drum. Liquid may be introduced either before or immediately after the solids enter the cylinder. The desired size agglomerates must be screened out of the exit stream. The oversize material must be reduced in size and fed back into the drum along with the fines to form a closed loop. The principal users of agglomeration drums are the iron and fertilizer industries.
An inclined disk or pan agglomerator (Fig. 14.30) consists of a tilted rotating plate equipped with a rim to contain the agglomerating charge. Solids are fed continuously from above and the product agglomerates discharge over the rim. Moisture or other binding agents can be sprayed on at various locations of the plate surface. In the disk agglomerator nuclei and small agglomerates move towards the base of the disk. The particles are transported higher due to their largely irregular shape. The larger, more rounded agglomerates roll easily over the smaller ones. In this way the pan classifies the agglomerates. The overflow product is so uniform in size that subsequent classification is usually unnecessary. This inherent classification action offers an advantage in applications that require accurate agglomerate sizing. Other advantages for the inclined disk include less space requirements and lower costs. Drum agglomerators have the advantage of greater capacity, longer residence times, less sensitivity to upsets, and more easily handling of dusty materials.
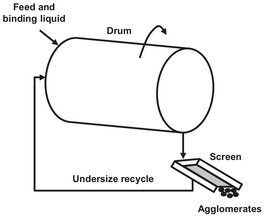
Fig. 14.29: Rotary drum agglomerator.
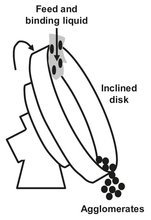
Fig. 14.30: Inclined disk or pan agglomerator.
In theory all solid and solid-liquid mixers are suitable for agglomerate production. In contrast to disk and drum agglomeration, a mechanical impeller is used to agitate the powder. When a suitable amount of agglomeration liquid is sprayed in, most of the particles form agglomerates due to the stresses generated by stirring. Horizontal pan mixers, pin mixers (Fig. 14.31), and other types of intensive agitation devices are used. Shaft mixers operating at very high rotational speeds are also used to granulate extremely fines.
In fluidized bed agglomeration (Fig. 14.32), pumpable solutions, suspensions, pastes, or melts are converted into agglomerates, mostly in combination with drying. Externally heated gas (air) is forced or drawn upward through a porous distributor plate and then through the particle bed. The solid particles are intensively pneumatically mixed, and the agglomeration fluid is sprayed with nozzles that are located above the bed surface. The motion of the bed serves to distribute the fluid uniformly among the particles. A portion of the agglomerates is drawn through an opening beneath the bed surface. The product is separated from oversize and fines that are recycled to the fluidized bed.
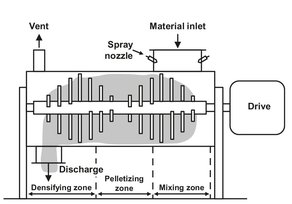
Fig. 14.31: Pin mixer.
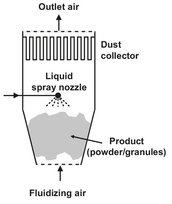
Fig. 14.32: Batch fluid bed agglomerator.
14.4.4 Pressure agglomeration
Pressure or press agglomeration represents a large share of the commercial applications of size enlargement by agglomeration. As far as applicability is concerned, high-pressure agglomeration is largely independent of feed particle size, and the forces acting upon the particulate feed may be very large with certain equipment. Moreover, a curing step is usually not necessary. Therefore, it constitutes the most versatile group of size-enlargement processes by agglomeration. Advantages of pressure agglomeration are that essentially dry solids are processed, and that the amount of material in the system is relatively small. Therefore, pressure agglomeration methods are particularly suitable to batch and shift table production operations as well as multiproduct applications. Because of the relative complexity of the equipment and its comparatively small capacity per unit, these techniques are most commonly used in low— to medium-capacity applications.
The compression techniques for size enlargement produce agglomeration by application of suitable forces to particulates held in a confined space. The compaction process of void reduction may be considered to occur by two essentially independent mechanisms (Fig. 14.33). When a particulate solid is placed into a die and pressure is applied, a reduction in volume will occur due to rearrangement of particles at low pressure, followed by elastic and plastic deformation of the particles at higher pressures. This high-pressure compaction continues until the compact density approaches the true density of the material. The various methods in use differ in both the means of pressure application and the method used to confine the powder. Pill production, pressing, molding, and extrusion operations are commonly used to produce agglomerates of well-defined shape, dimension, and uniformity.
Pill machines have already been in use for a very long time. They may be either single-punch or rotary presses but all compact the powder to a single pill by high mechanical force. In compacting presses such as roll presses, particulate material is compacted by squeezing as it is carried into the gap between two rolls rotating at equal speed. This is probably the most versatile method of size enlargement, because most materials can be agglomerated by this technique with the aid of binders, heat, and/or very high pressures.
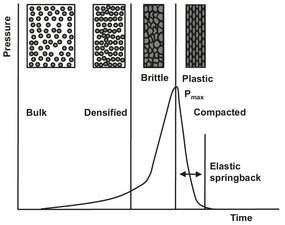
Fig. 14.33: Mechanism of compaction in pressure agglomeration.
Pellet mills (Fig. 14.34) differ in that the particulates are compressed and formed into agglomerates by extrusion through a die. The fresh products usually need a curing step to arrive at the final product. Several types of equipment which use the extrusion principle are available. The die may be a horizontal perforated plate with rollers acting on its upper surface to press material through the plate. This pressing of particles through a die is also used in extruders (Fig. 14.35). The rotation of the screw in the extruder barrel develops sufficient pressure to agglomerate the particles and force them through the die.
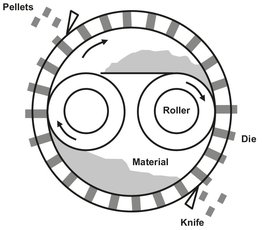
Fig. 14.34: Operating principle of a pellet mill.
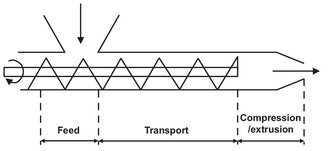
Fig. 14.35: Operating of a simple axial single-screw extruder.
14.4.5 Other agglomeration techniques
The remaining size-enlargement techniques depend on heat transfer to accomplish particle bonding. Sintering is a curing technology which uses high temperatures to accomplish agglomeration by ceramic bond formation and grain growth by diffusion. Drying and solidification on surfaces can produce granular products directly from fluid pastes or melts. On the surface of drum dryers solutions, slurries, or pastes are dried in a thin film. A blade scrapes the product of in flake, chip, or granular form. In flakers a thin film of molten feed is applied to a polished cooled surface. Virtually any molten material that solidifies rapidly with cooling can be treated with this forming method. The cooled solid is scraped from the surface as a flaked or granular product. In suspended-particle techniques granular solids are produced directly from a liquid phase by dispersion in a gas to allow solidification through evaporation of the liquid. Equipment used includes spray dryers, prilling towers, and spouted and fluidized beds. Agglomerate formation occurs by hardening of the feed droplets into solid particles.